Auf dieser Seite beschäftigen wir uns mit dem Bau der Anbauteile für den Verbrennungsmotor Jonas. Wir gehen hier genauer auf die Kurbelwelle den Lagerböcke und den Kühlmantel ein. Außerdem finden Sie unten stehend noch eine Liste mit allen weiteren Baugruppen die hier behandelt werden. Auf dieser Seite gehen wir hauptsächlich auf die Fertigung der einzelnen Teile ein.
Um die Seite übersichtlicher zu gestalten haben wir die Fertigung der einzelnen Bauteile auf 2 Seiten verteilt. Sie befinden sich hier auf Seite 1 der Baubeschreibung. Hier geht es zu Seite 2 der Baubeschreibung. Für die Montage des Verbrennungsmotors finden Sie auf einer weiteren Seite.
- Kurbelwelle
- Lagerböcke
- Kolben
- A-Gestell
- Kühlmantel
- Nockenwelle und Halterung
- Ventile
- Benzinkammer
- Zylinderkopf
- Kühlwasserpumpe
- Kühler
Kurbelwelle

Die Kurbelwelle wird aus den Teilen Kurbelwelle, Kurbelwangen und Kurbelbolzen zusammengebaut. Die Wellen der Kurbelwelle bestehen aus 10mm Silberstahl.

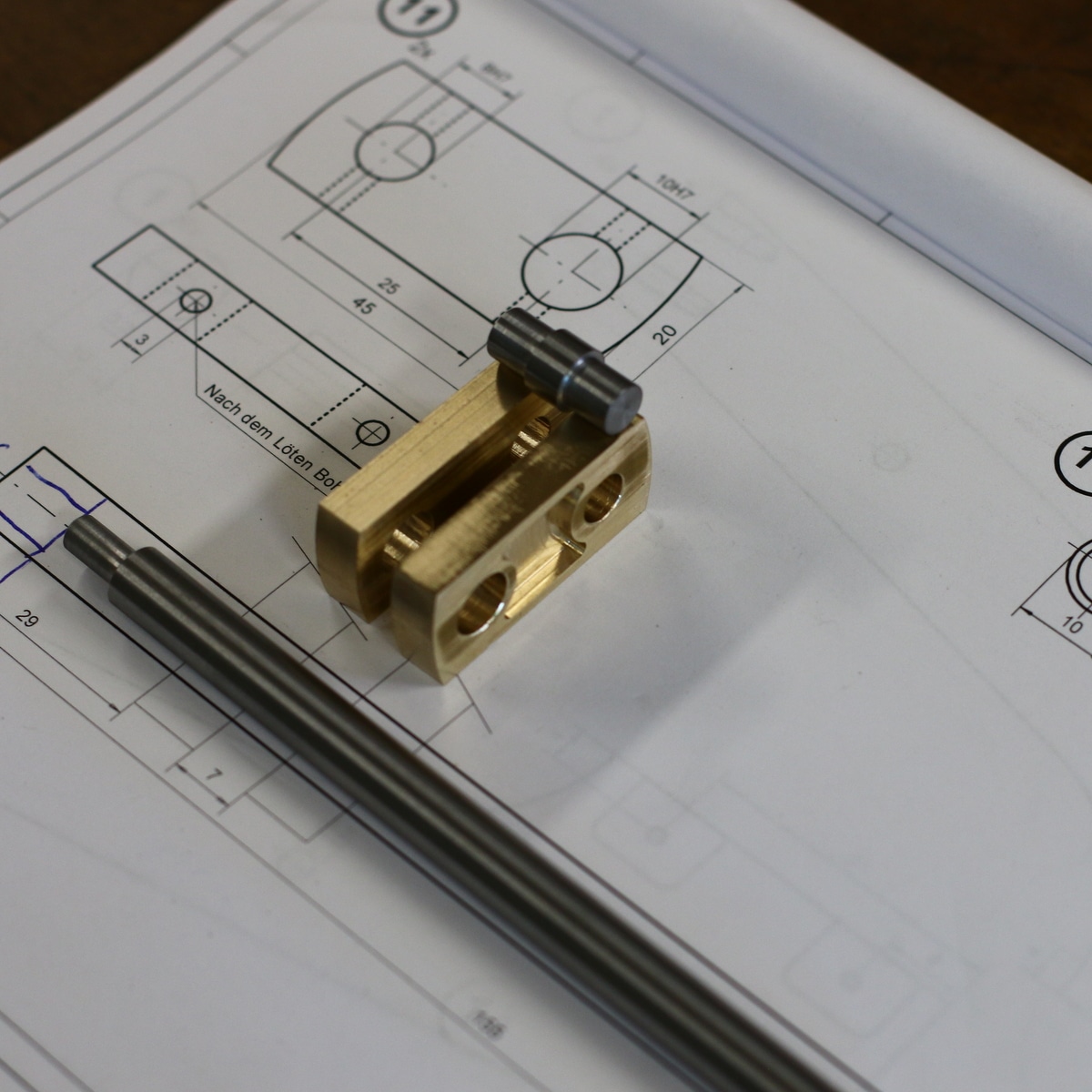
Die Kurbelwangen sind bereits fertig ausgefräst. Die Bohrungen müssen noch mit einer 10H7 Reibahle aufgerieben werden.

Der Kurbelzapfen wird an beiden Enden auf 8 mm abgedreht.
Alle Teile der Kurbelwelle für den vertikalen Verbrennungsmotor sind jetzt für die Montage bereit.
Die Passung zwischen Kurbelwange und Kurbelzapfen ist eine Presspassung und muss eingepresst werden
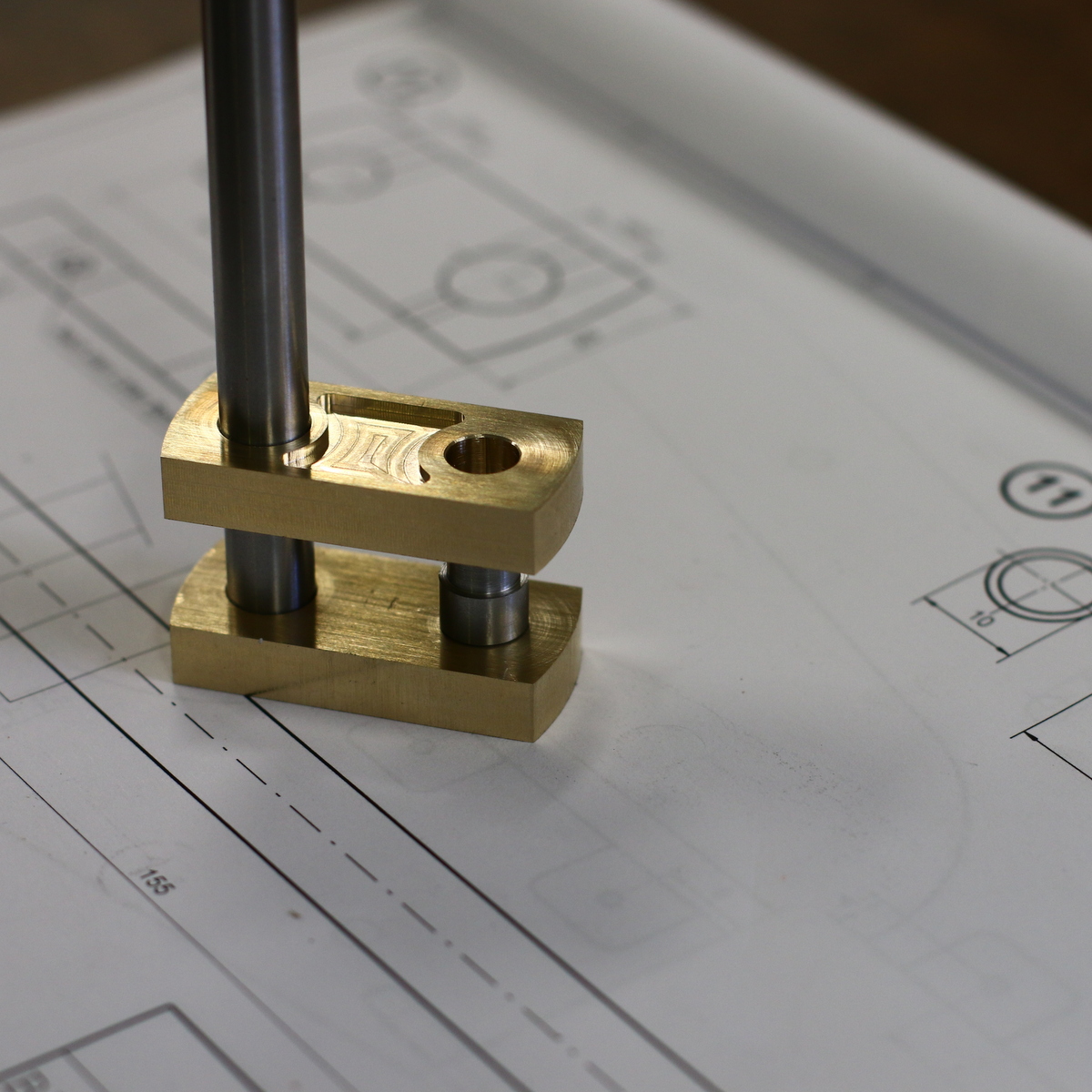
Die Passung zwischen Kurbelwange und Kurbelwelle ist eine Übergangspassung. Die Kurbelwelle kann leicht eingeschoben und ausgerichtet werden. Anschließend werden alle Bauteile mit Weichlöt – und Verzinnungspaste verlötet. Wie auf diesem Bild zu sehen habe ich die Distanzbuchse die sich rechts und links neben den Kurbelwangen befinden ebenfalls mit verlötet. Das ist nicht zwingend erforderlich funktioniert aber sehr gut.

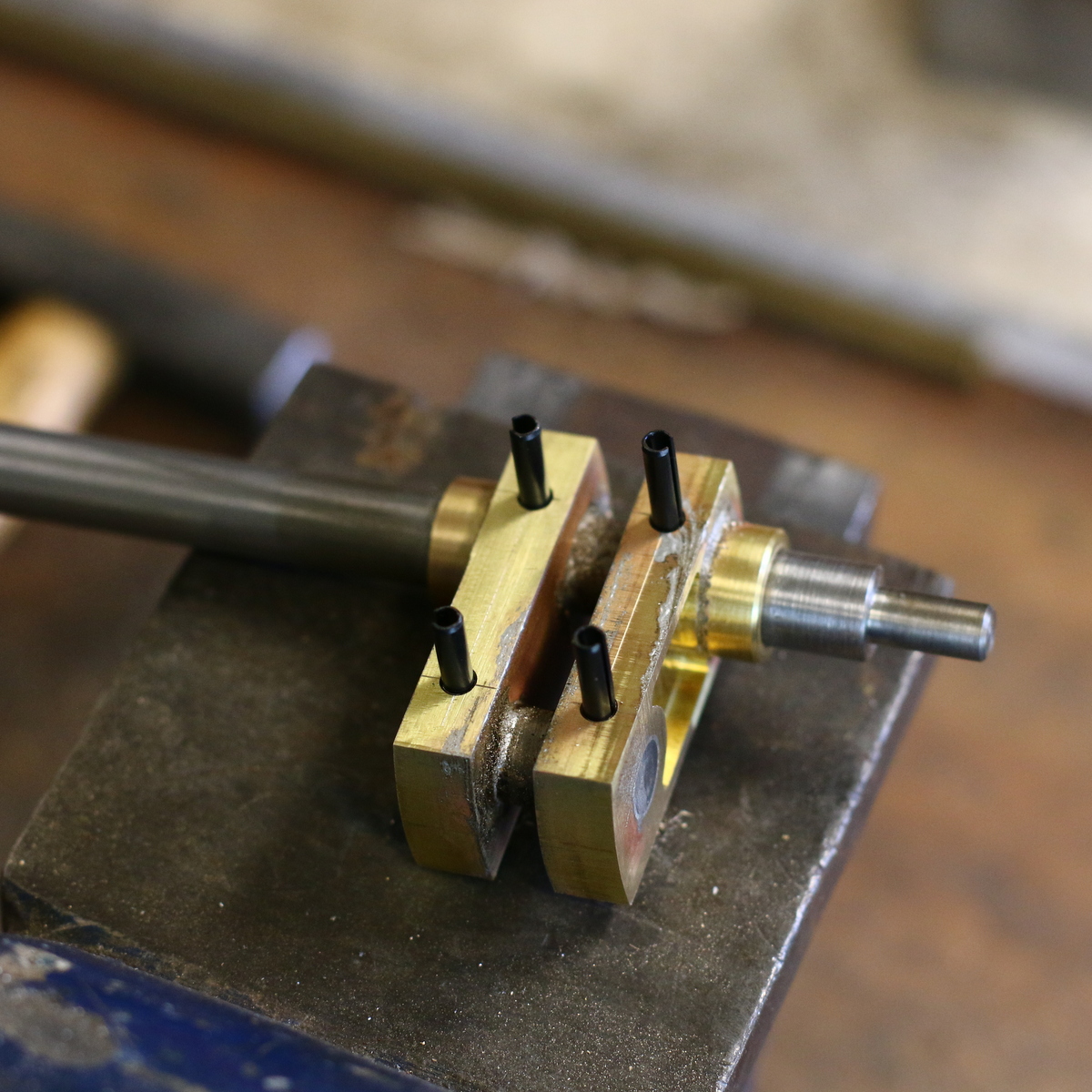
Bei unseren Dampfmaschinen, Stirlingmotoren oder Flammenfresser wäre die Kurbelwelle jetzt schon fertig. Da bei einem Verbrennungsmotor höhere Kräfte auf die Kurbelwelle wirken wird die Kurbelwelle zusätzlich mit Hohlspannstiften gesichert. Dazu wird die Kurbelwange mit einem 3 mm Spiralbohrer komplett durchgebohrt. Anschließend können die beiliegenden Hohlspannstifte vorsichtig eingeschlagen werden.
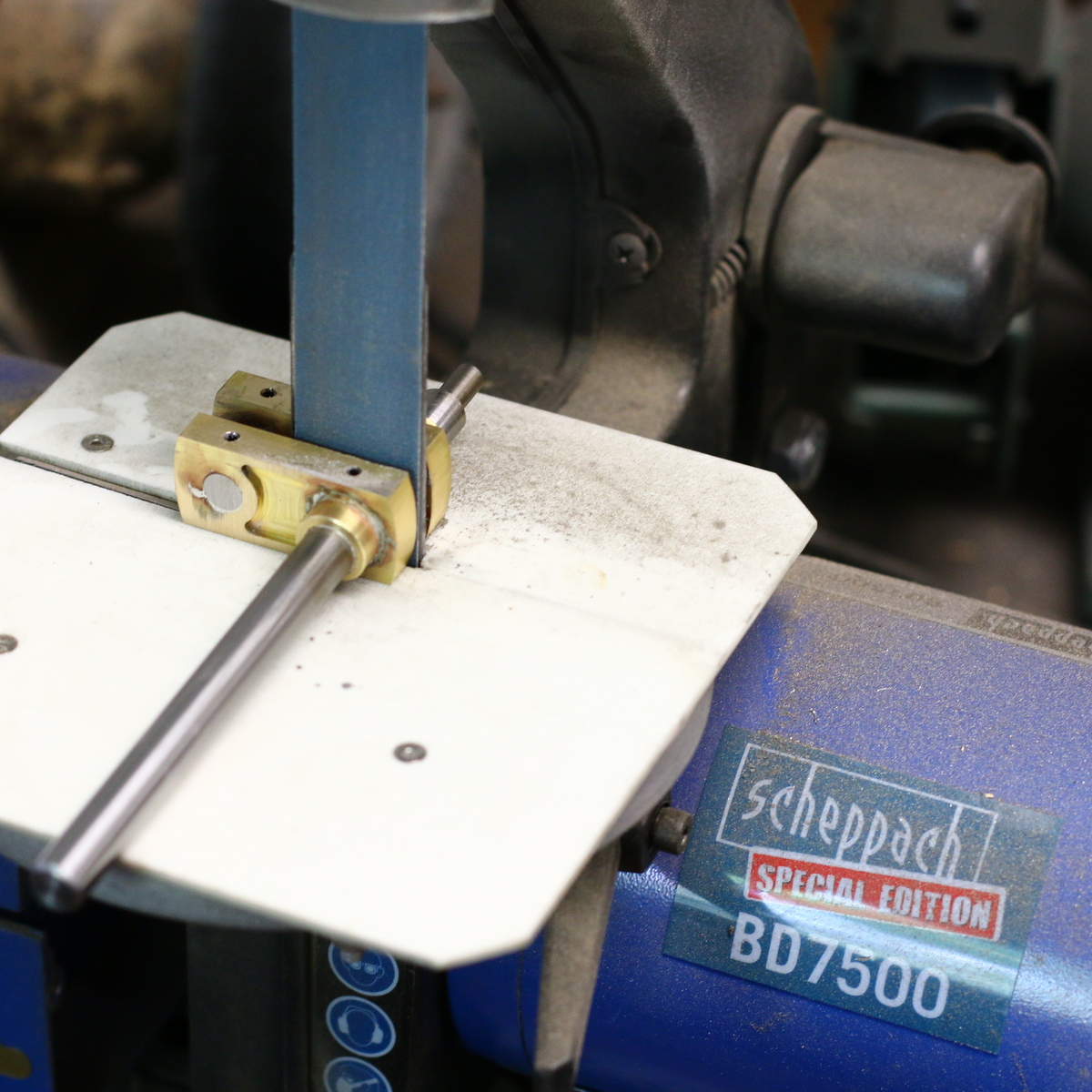
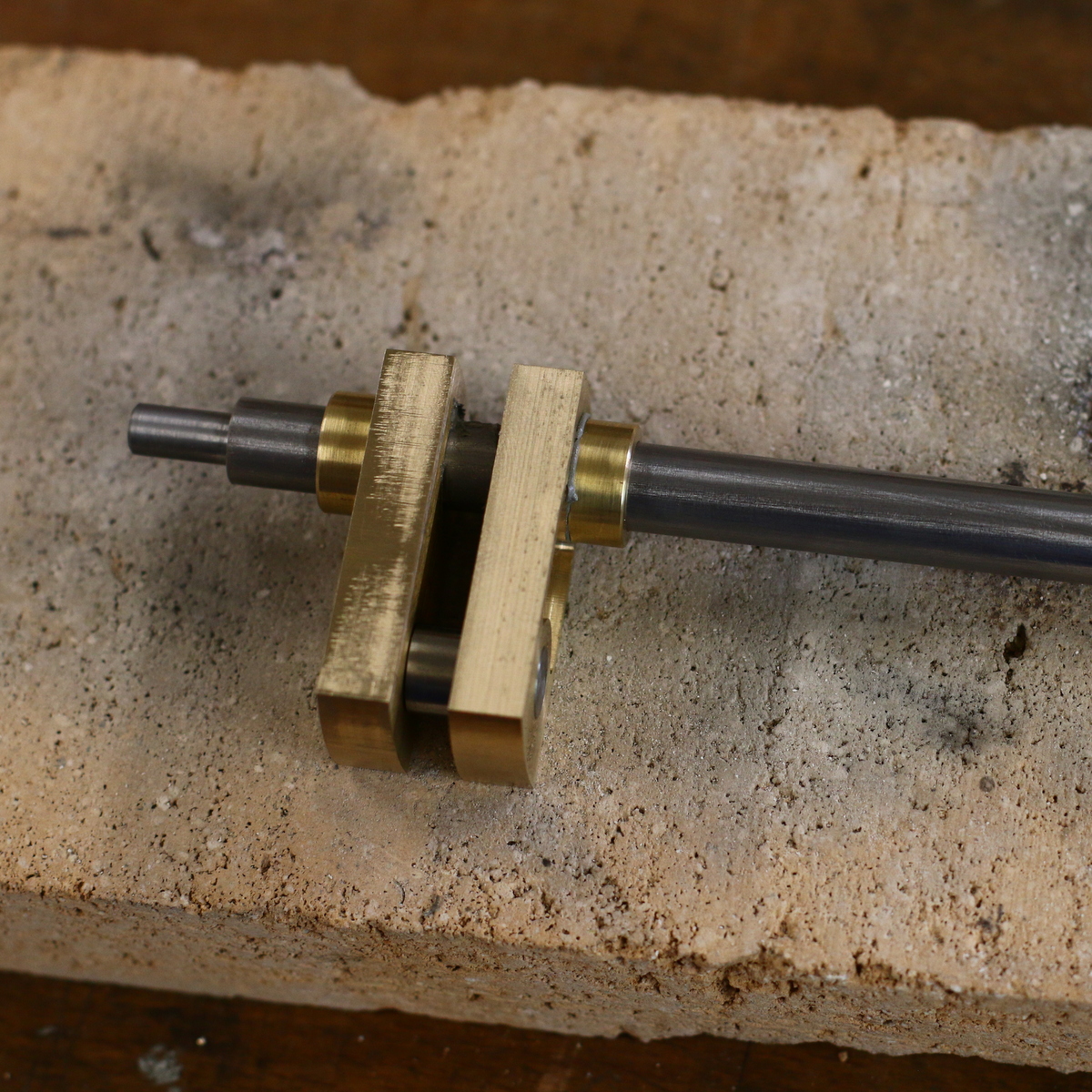
Wenn das komplette Bauteil weichgelötet und verschlechtert ist wird die Welle zwischen den beiden Kurbelwangen wird mit einer Handbügelsäge herausgesägt und anschließend mit der Feile oder einer Schleifmaschine plan geschliffen. Jetzt ist die Kurbelwelle fertig und kann für den Verbrennungsmotor benutzt werden.
Lagerböcke

Der Lagerbock und Lagerbockdeckel liegen dem Materialbausatz bereits fertig ausgefräst bei. Er muss nur noch mit Bohrungen versehen werden. Das Gleitlager wird aus einem Materialabschnitt aus Rotguss hergestellt. Die Öler Becher werden benötigt um die Kurbelwelle mit Öl zu versorgen.

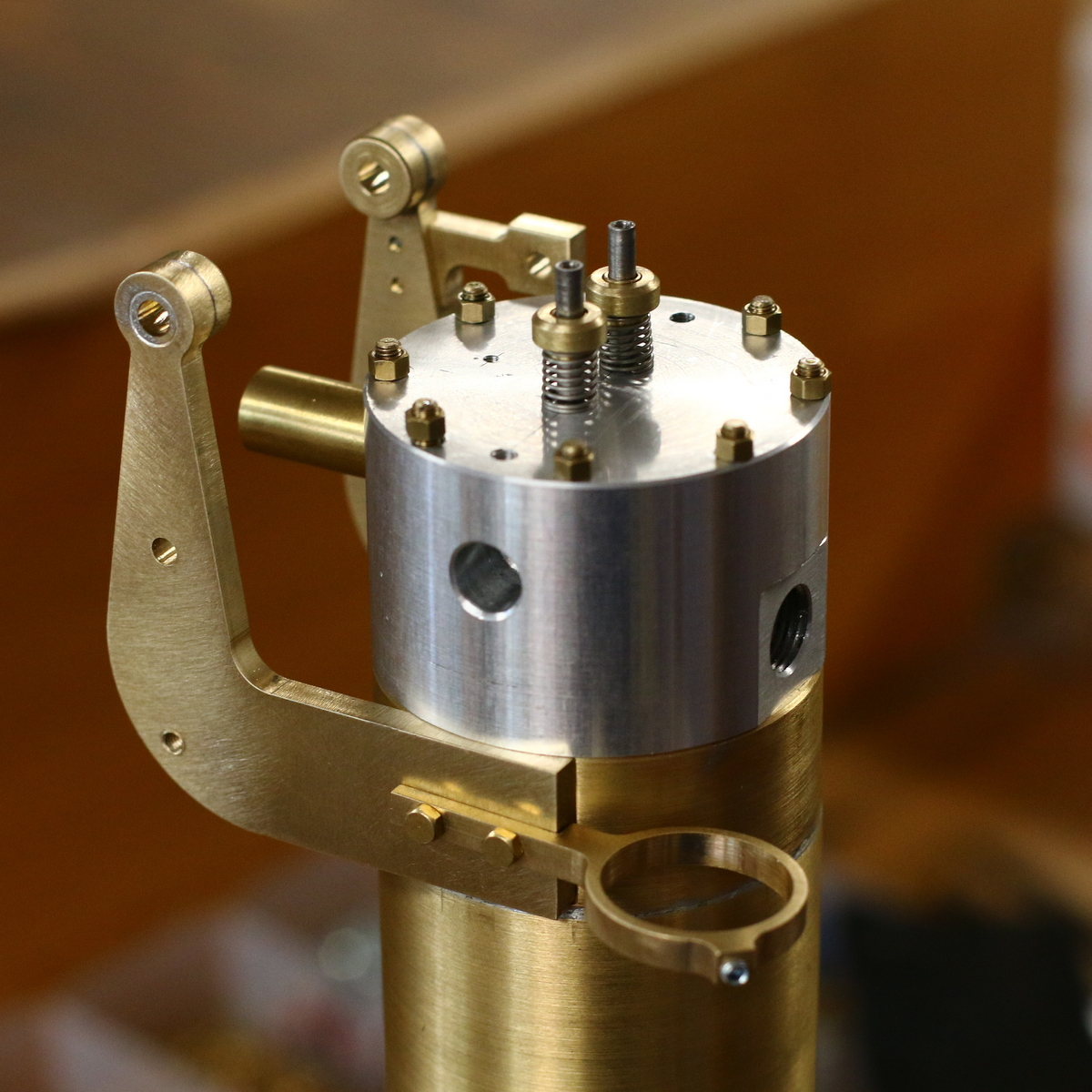
Die hier zu sehende Platte dient zur Aufnahme des Unterbrechers. Das Drehteil davor ist die Nocke die später den Unterbrecher betätigt und somit den Zündfunken auslöst.
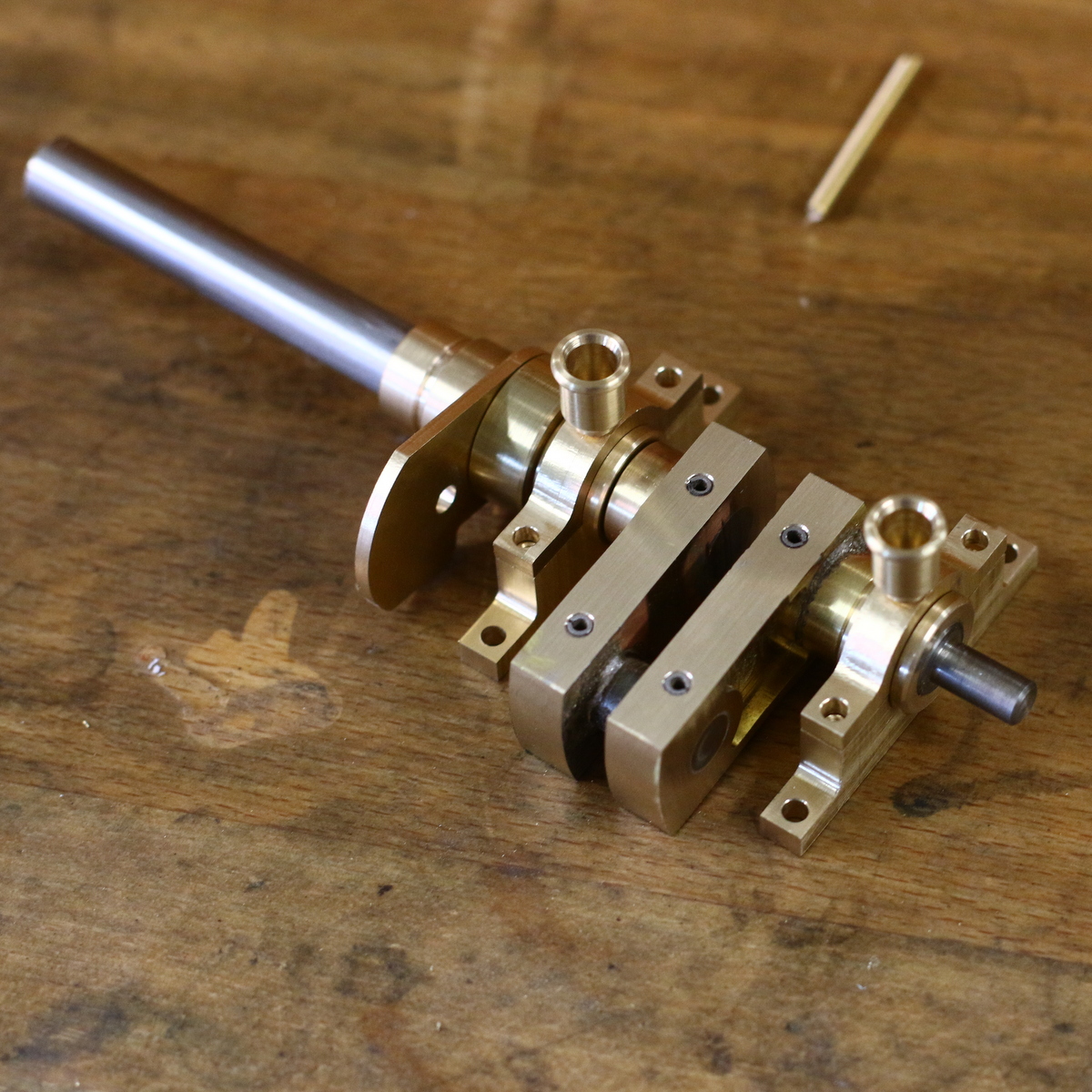
Die 1. Baugruppe ist fertig. Die Kurbelwelle, Lagerböcken, Unterbrecher Nocke, Halteplatte für Unterbrecher sind fertig für den Einbau
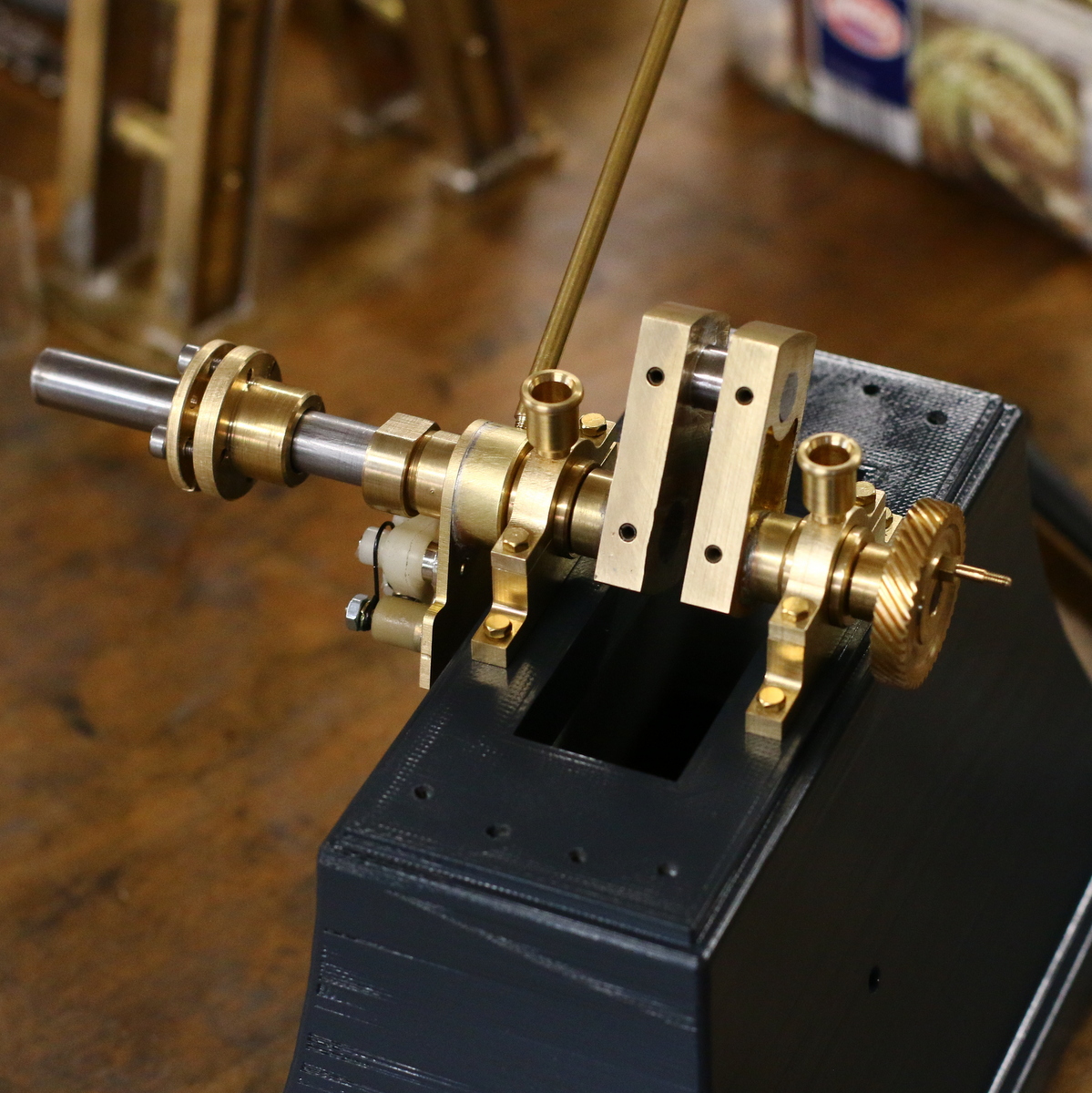
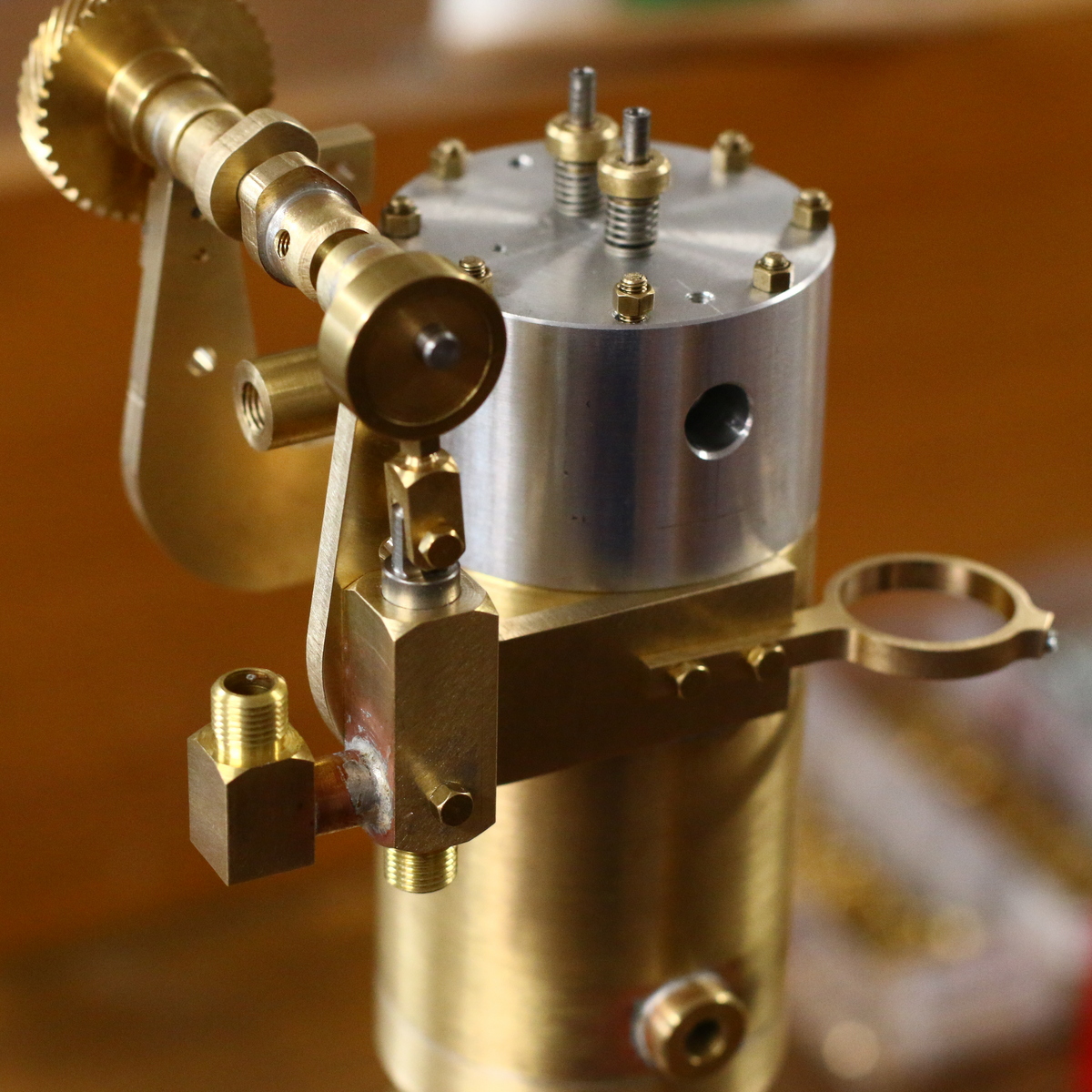
Die Kurbelwelle wird auf den großen Gusssockel montiert. Gut zu sehen ist hier die Platte auf der der Unterbrecher Kontakt der Zündung befestigt ist. Auf der anderen Seite sieht man das schräg verzahnte Schraubenrad über das die Nockenwelle später angetrieben wird.
Kolben

Der Kolben wird aus dem beiliegenden Grauguss Rundmaterial hergestellt. Es liegt genug Material bei um 2 Kolben herzustellen.

Der Einstich wird an den Kolbenring angepasst. Der 25mm Kolbenring sollte stramm in die Nut passen und trotzdem leichtgängig gehen. So kann er seine Funktion zum Abdichten am besten erfüllen

Der Kolbenbolzen wird über eine Madenschrauben im Kolben fixiert.

Der Kolbenbolzen aus Silberstahl wird über eine Madenschrauben im Kolben fixiert.
A-Gestell


Die A-Ständer bestehen aus jeweils 2 Teilen die über 2 Verbindungslaschen miteinander verbunden werden. Die Verbindung lassen werden aus beiliegendem Flachmaterial hergestellt und angepasst.

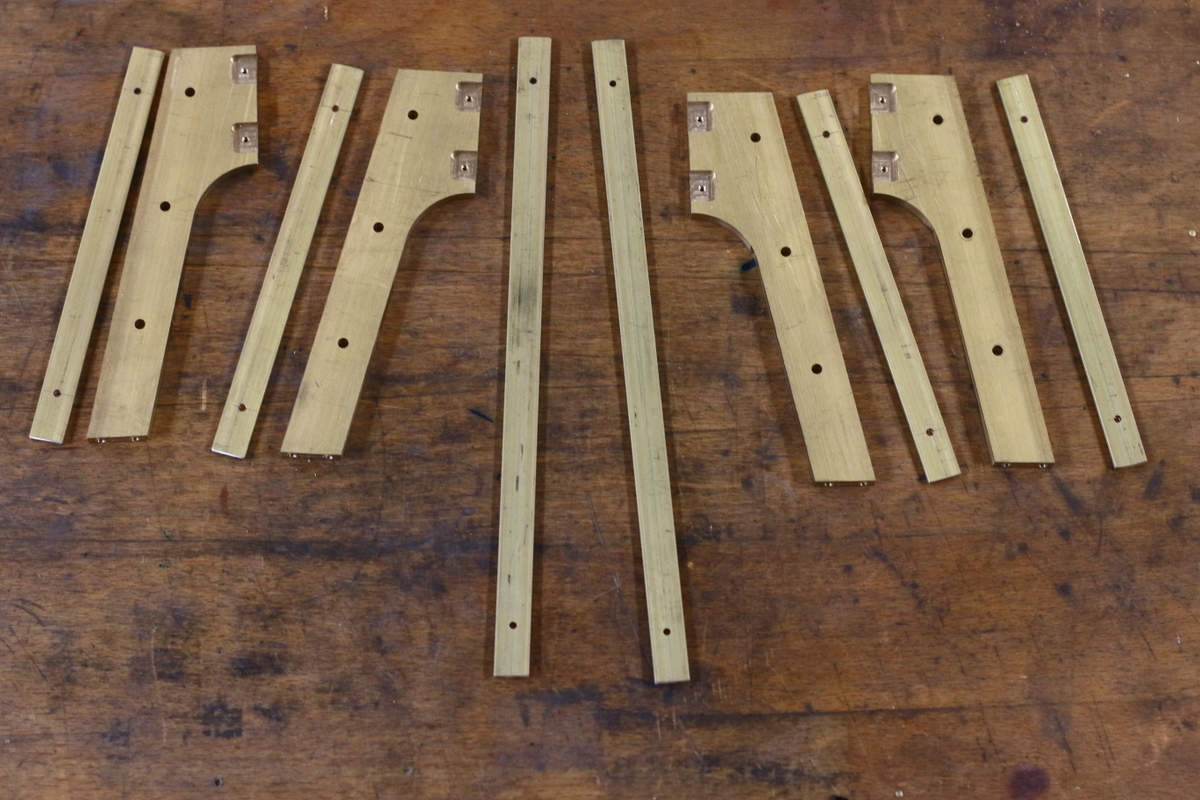
Alle benötigten Teile für das A-Gestell sind jetzt fertig. Der Zusammenbau kann beginnen.

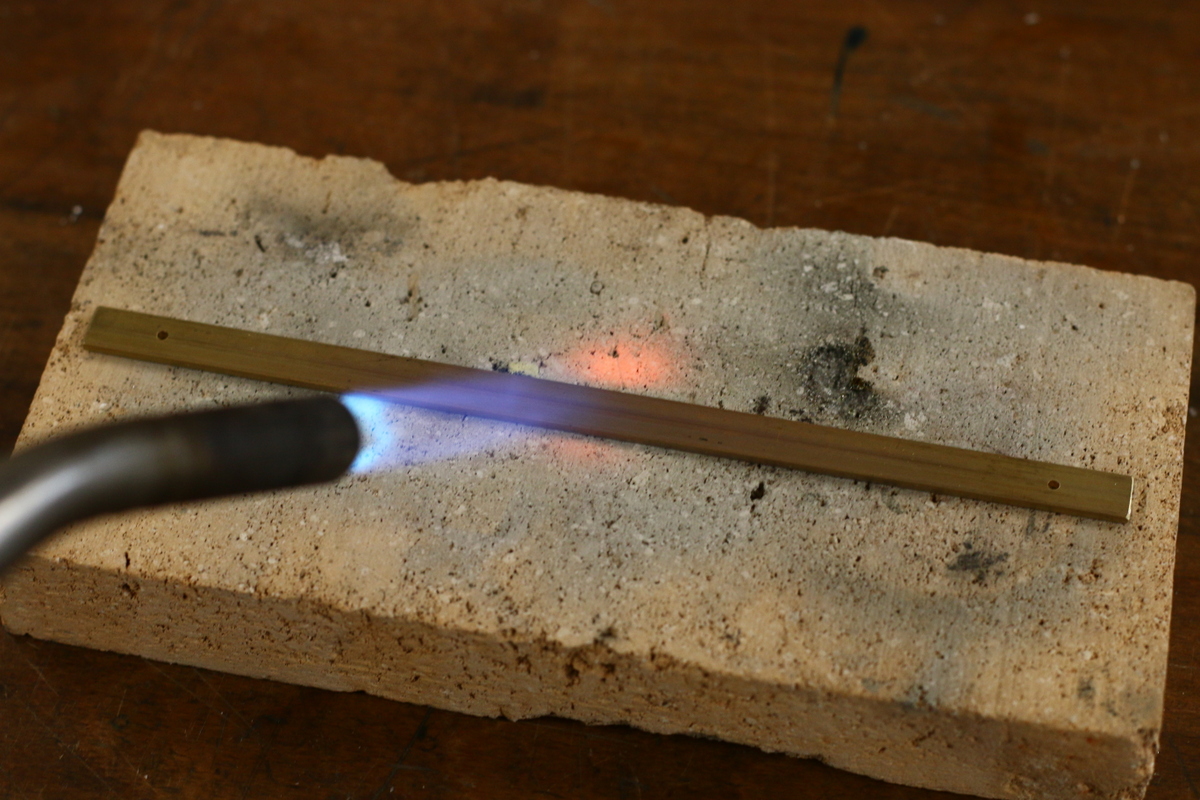
Das beiliegende Messing Flachmaterial wird im mittleren Bereich mit einem Brenner weich geglüht so das man es besser biegen kann.

Als Biegevorrichtung können Sie das 35 mm Zylinderrohr verwenden.

Sollte das Ergebnis beim ersten Mal nicht zufriedenstellend sein ist das kein Problem. Das weichgeglüte Messing lässt sich sehr gut anpassen.


Es empfielt sich ein Testaufbau noch ohne Weichlotverzinnungspaste um zu prüfen ob alle Teile zueinander passen.

Alle Teile werden mit Weichlot Verzinnungspaste bestrichen und zusammengesetzt
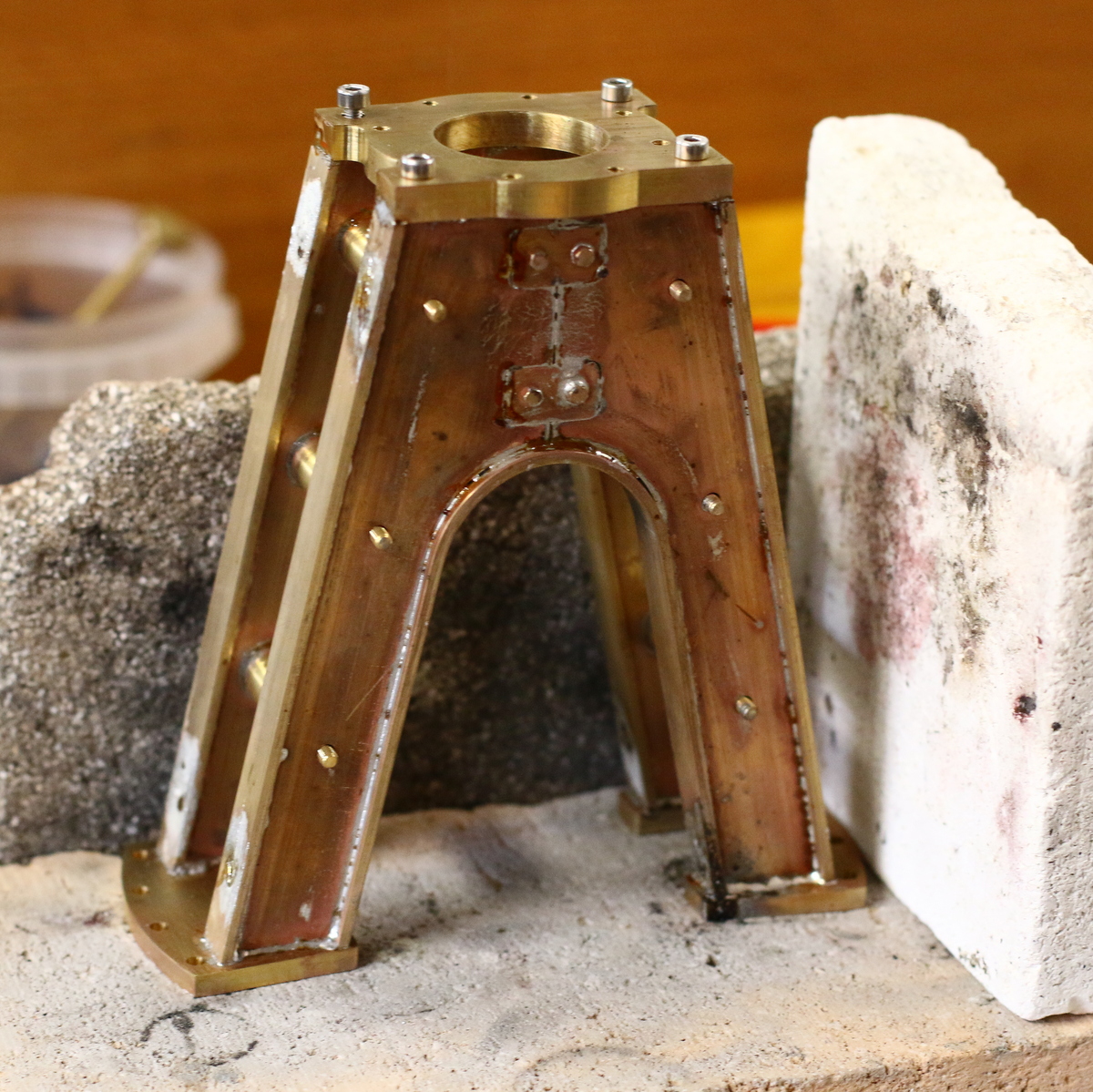
Das Fahrgestell ist fertig verlötet. Den oberen Zylinderflansch habe ich mit Edelstahlschrauben angeschraubt. Somit kann ich die Schrauben später wieder lösen und sie nach dem lackieren durch Messingsschrauben ersetzen. Aus dem gleichen Grund sich auf den Gewindestangen noch keine Modellbaumuttern.

Um den Zylinder mit dem A-Gestell zu verbinden werden auch hier wieder Stehbolzen eingesetzt. Die Stehbolzen werden aus einer beiliegenden M3 Messingsgewindestange hergestellt.
Kühlmantel


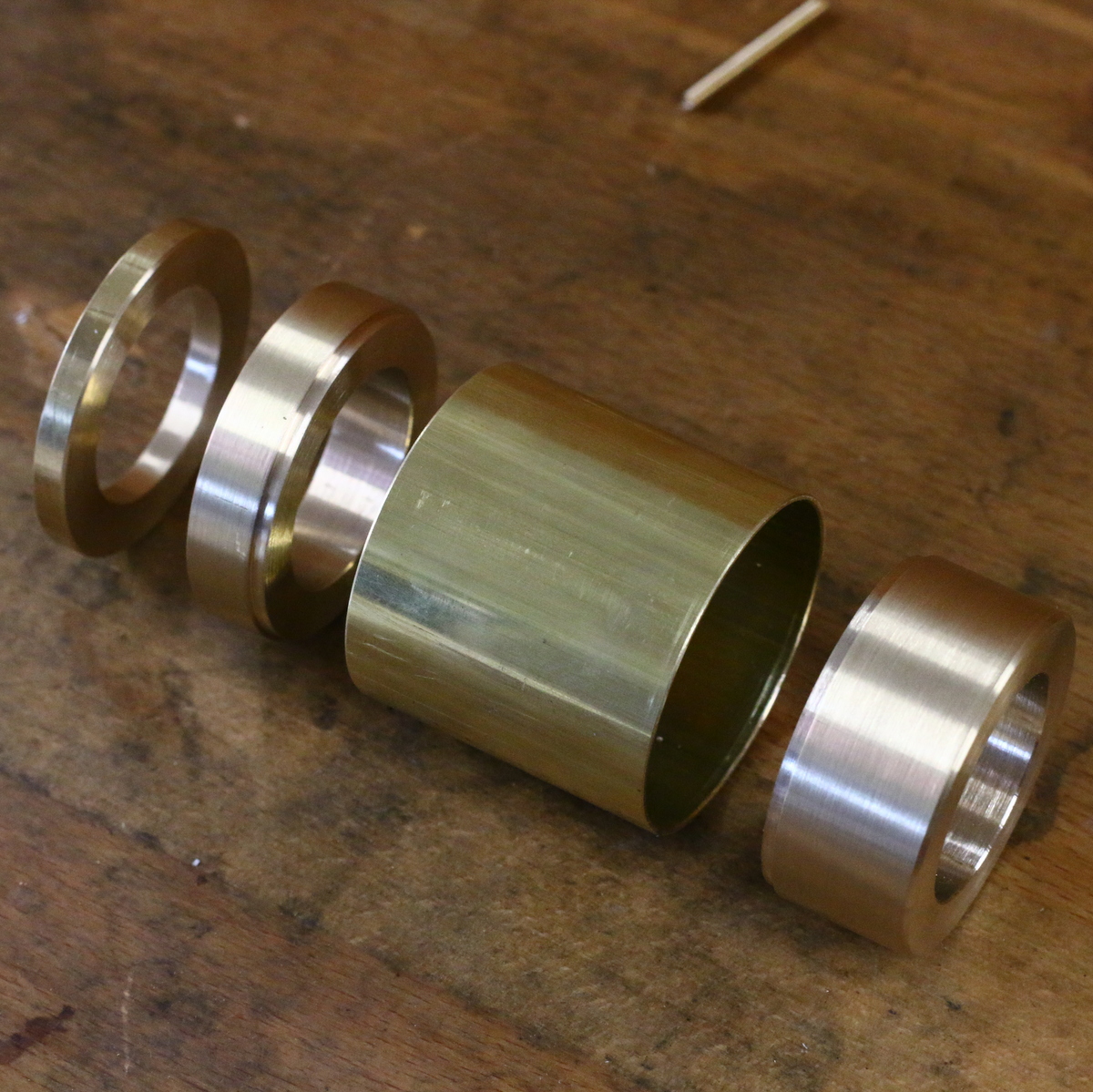
Alle Teile für den Kühlmantel werden auf der Drehmaschine hergestellt sie bestehen aus Messingrundmaterial und Messingrohr und werden später verlötet.


Das Zylinderrohr und der Kühlmantel sind mit Weichlot und Verzinnungspaste bestrichen und montiert. Jetzt kann das komplette Bauteil weich gelötet werden.

Jetzt muss der Zylinder nur noch geputzt werden und ist dann fertig für den Einbau.
Nockenwelle und Halterung

Die Halterung für die Nockenwelle werden von uns vor gefräst mitgeliefert sie bekommen noch 2 Gleitlagerbuchsen die nachträglich angelötet werden

Einlassnocke und Ausslassnocke werden auf einen Stellring gelötet.
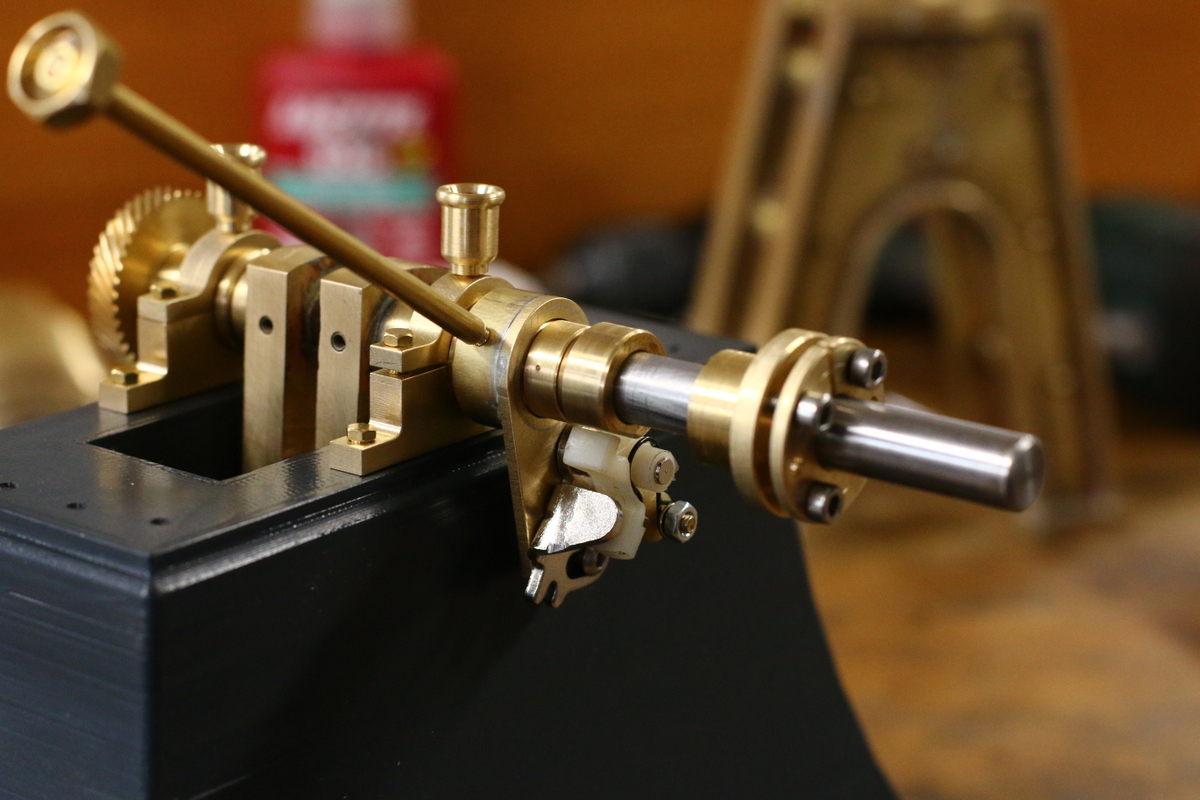
Die Welle für die Nockenwelle ist jetzt montiert. Über diese Welle wird auch die Wasserpumpe im Vordergrund über einen Excenter angetrieben.
Ventile

Die Ventile werden aus 10 mm Automaten Edelstahl 1.4305 hergestellt. Dieses Material lässt sich gut zerspanen.

Der Schaft des Ventils wird gedreht. Der Schaft darf durchaus etwas unter Maß sein sodass die Ventile sich ohne Reibung bewegen können.

Der Einstich für die Ventilsicherung wird mit einem Stechstahl hergestellt.

Die Ventile für den Verbrennungsmotor bekommen im unteren Bereich einen Radius. Das bewirkt dass die einströmenden Gase besser in den Motorraum fließen können und es zu weniger Verwirbelungen kommt.

Zum Schluss werden die Ventile abgesägt und der Ventilteller auf Maß gedreht.

Hier entstehen die Ventilsicherungen aus 3 mm Rundmaterial.



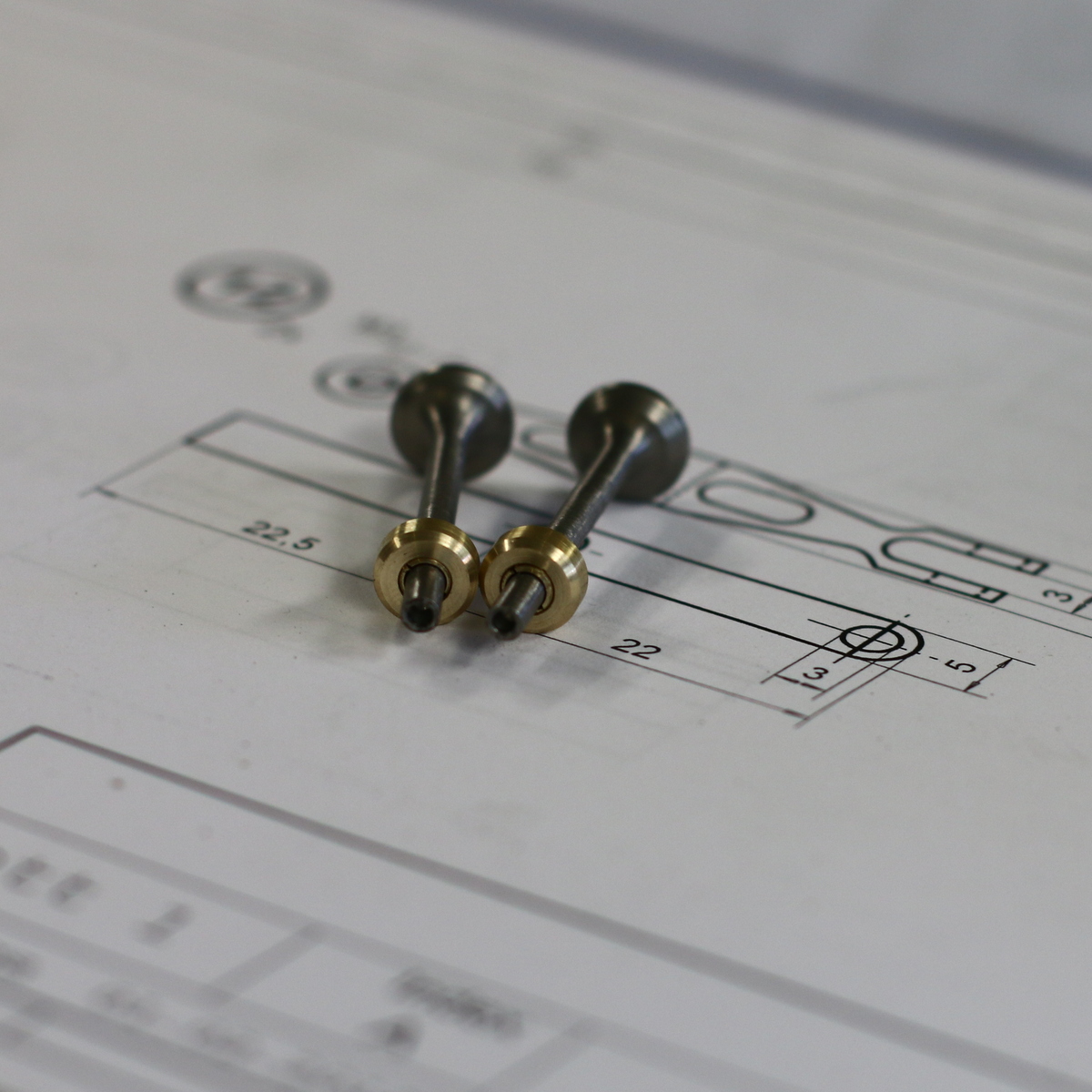
Die fertigen und montierten Ventilsicherungen auf den Ventilen für den Verbrennungsmotor Jonas.
Benzinkammer

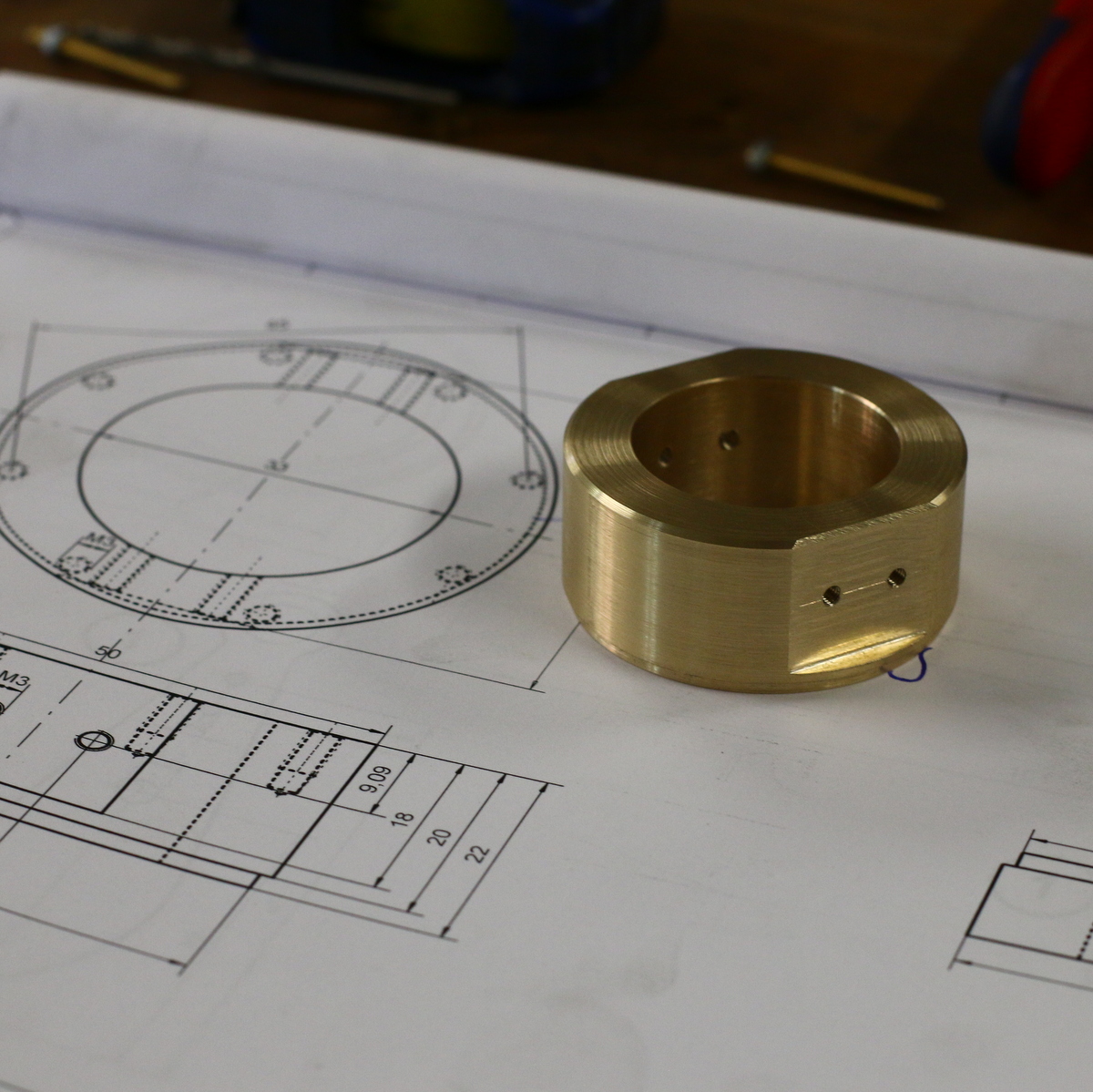
Der Gehäusering der Benzinkammer muss noch innen ausgedreht werden. Dafür eignen sich besonders gut unsere kleinen Bohrstangen zum innendrehen. Da sich das Teil nicht in die Drehbank einspannen lässt wird der Deckel der Benzinkammer als Spannvorrichtung genutzt. So aufgespannt kann der Gehäusering sehr einfach bearbeitet werden.

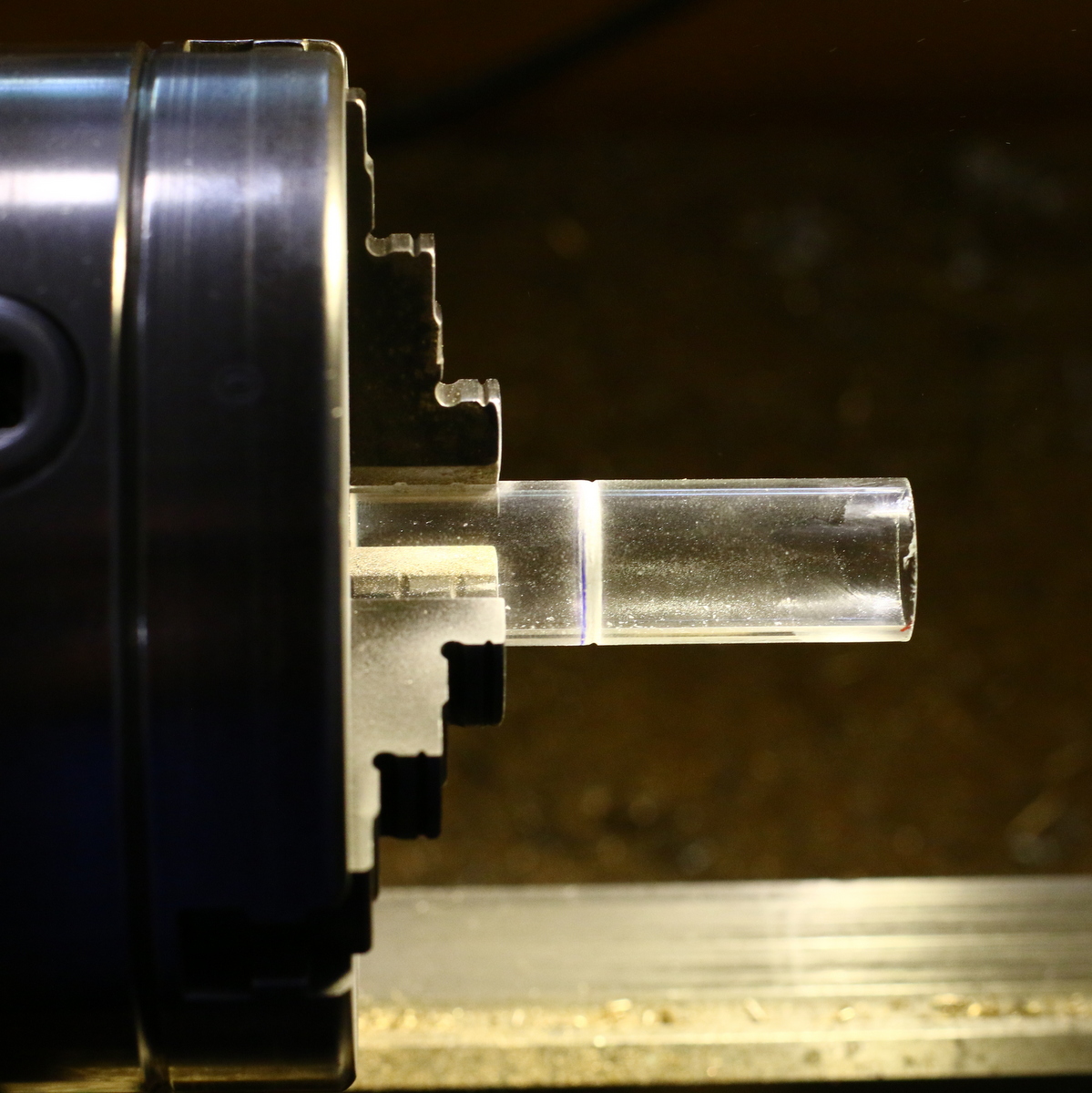
Das Schauglas wird mithilfe einer Diamant Trennscheibe zugeschnitten. Am einfachsten funktioniert das auf der Drehmaschine.

Die 3 Säulen aus 6 mm Messing Rundmaterial für die Benzinkammer des Verbrennungsmotors werden hergestellt.


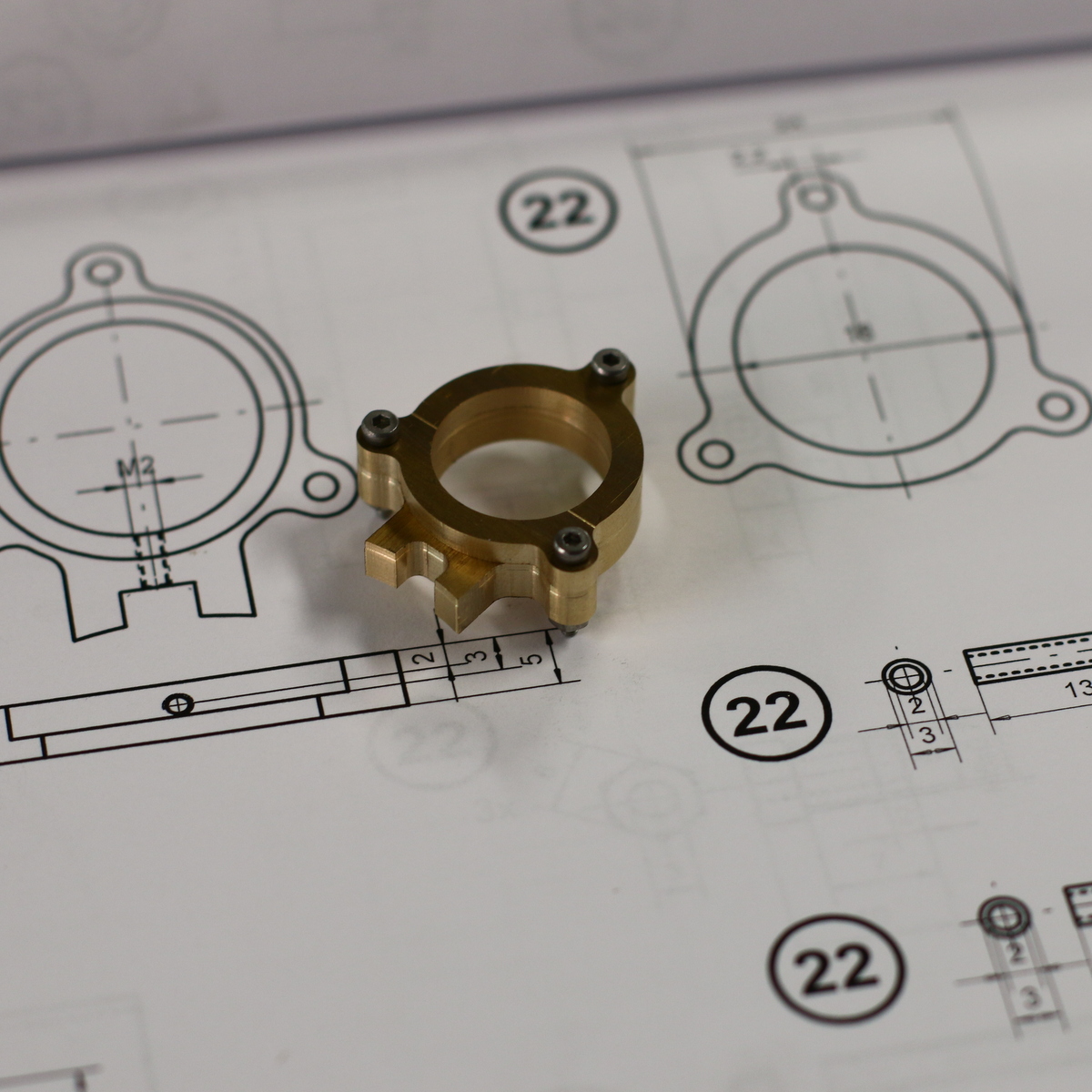
Bei dem Halter für die Benzinkammer müssen 2 Ausschnitte mit der Feile hergestellt werden in dieser Ausschnitte passen später die Gehäuseringe.

Der untere Deckel der Benzinkammer wird gedreht.

Alle Teile für die Benzinkammer sind jetzt zur Montage bereit. Die Abdichtung des Schauglases erfolgt über O-Ringe. Im unteren Bereich hat die Benzinkammer 2 Anschlüsse. Der 1. Anschluss ist der Zulauf der 2. Anschluss ist der Überlauf. Über das von oben eingeschobene Kupferrohr wird der Kraftstoff aus dem zwischen Tank zum Vergaser geführt.

Die Teile für die Benzinkammer werden verlötet. Achtung die beiden Gehäuseringe sind leicht unterschiedlich vor dem löten unbedingt prüfen.

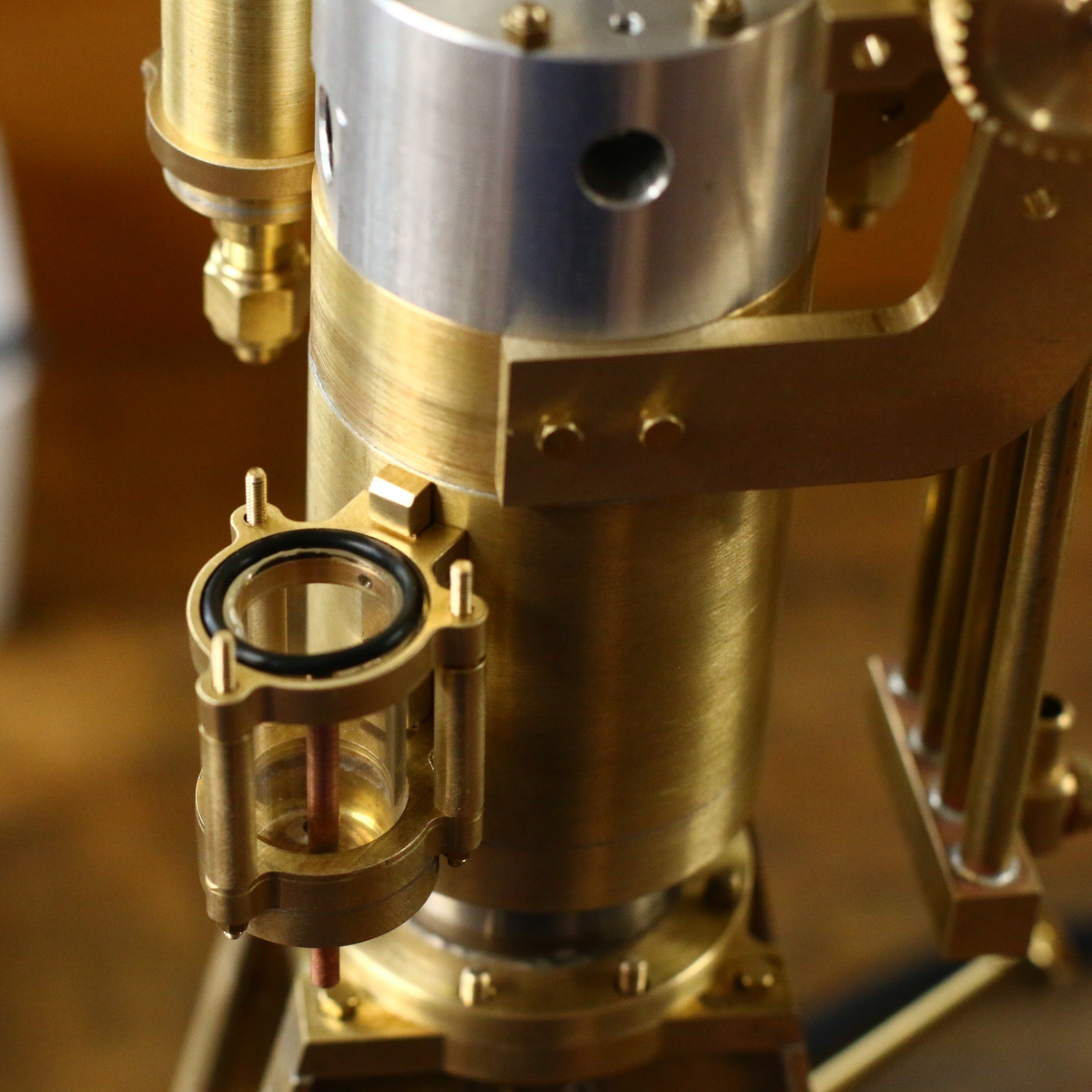
Bei der Montage der Benzinkammer ist zu beachten, dass Sie zuerst am Zylinder des Verbrennungsmotors befestigt werden muss bevor das Schauglas eingesetzt werden kann. Das Schauglas wird mit O-Ringen abgedichtet.
Zylinderkopf Verbrennungsmotor Jonas

Als erstes wird der Zylinderkopf aus Aluminium Rundmaterial innen aufgebohrt.
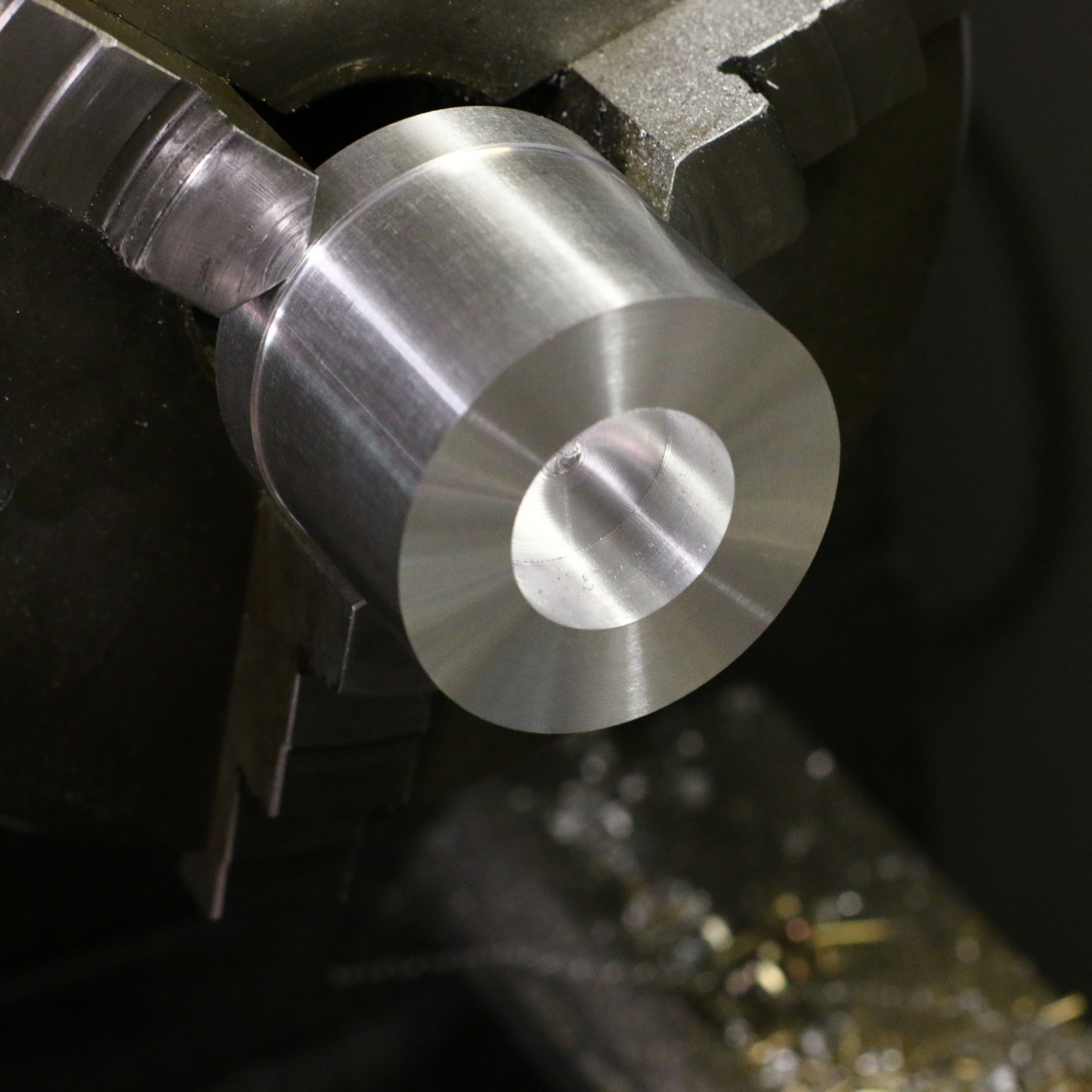
Im 2. Schritt muss der Zylinderkopf für den Verbrennungsmotor innen Plan gedreht werden.
Da sich später in dem Bereich Einlass- und Auslassventil befinden.


Alle Bohrungen sind in den Zylinderkopf eingebracht. Die Dichtflächen der Ventile wurden leicht angesenkt. Hierfür bitte stets einen neuwertigen 90° Kegelsenker verwenden.

Ganz zum Schluss bekommt der Zylinderkopf noch das M10×1 Zündkerzengewinde.

Nach dem Gewindeschneiden bekommt der Zylinderkopf noch eine Fläche damit die Dichtung der Zündkerze vollkommen aufliegt. Die Fläche kann sehr leicht mit einer Feile hergestellt werden.

Die Ventile können jetzt montiert werden. Eventuell müssen Sie noch eingeschliffen werden. Dazu verwendet man am besten eine sehr feine Diamantschleifpaste oder Autosol Polierpaste. Verwenden Sie keine Schleifepasten zum Ventile einschleifen für Motorräder oder Autos. Diese Pasten sind viel zu grob und zerstören die Passflächen.

Der Zylinderkopf des Motors wird auf dem Zylinder mit Stehbolzen montiert. Dabei hat es sich bewährt die Gewindebolzen nicht fest in den Zylinder einzukleben sondern die Mutter auf dem Gewindebolzen mit Schraubensicherung zu befestigen. Somit kann man die Stehbolzen verwenden wir eine lange Schraube. Und falls nötig kann man den Zylinder noch einmal abdrehen oder planschleifen.
Kühlwasserpumpe Verbrennungsmotor Jonas Bauteile

Der Excenterring für die Plungerpumpe wird zuerst innen ausgedreht und an den Excenter angepasst. Anschließend kann er mit dem Abstechstahl abgestochen werden

Die Gabel zur Aufnahme des Plungers wird mit der Feile hergestellt

Der Plunger Aus Edelstahl bekommt ebenfalls eine Aufnahme die mit einer Feile hergestellt werden kann.

Alle Teile für die Kühlwasserpumpe des vertikalen Stationärmotor Jonas. Der Plunger wird noch zusätzlich über 2 O-Ringe abgedichtet. Die beiden Ventilkugeln die noch benötigt werden sind auf diesem Bild nicht zu sehen. Bei der Wasserpumpe werden 2 Ventilkugeln aus Edelstahl verwendet.

Die Pumpe ist fertig zum verlöteten. Das Röhrchen was in den Hauptpumpenkörper eingeschoben wird hat 2 Aufgaben
1.Wird durch das Röhrchen die Befestigungsschraube geführt
2. Bildet sie den Endanschlag für die Kugel im Rückschlagventil
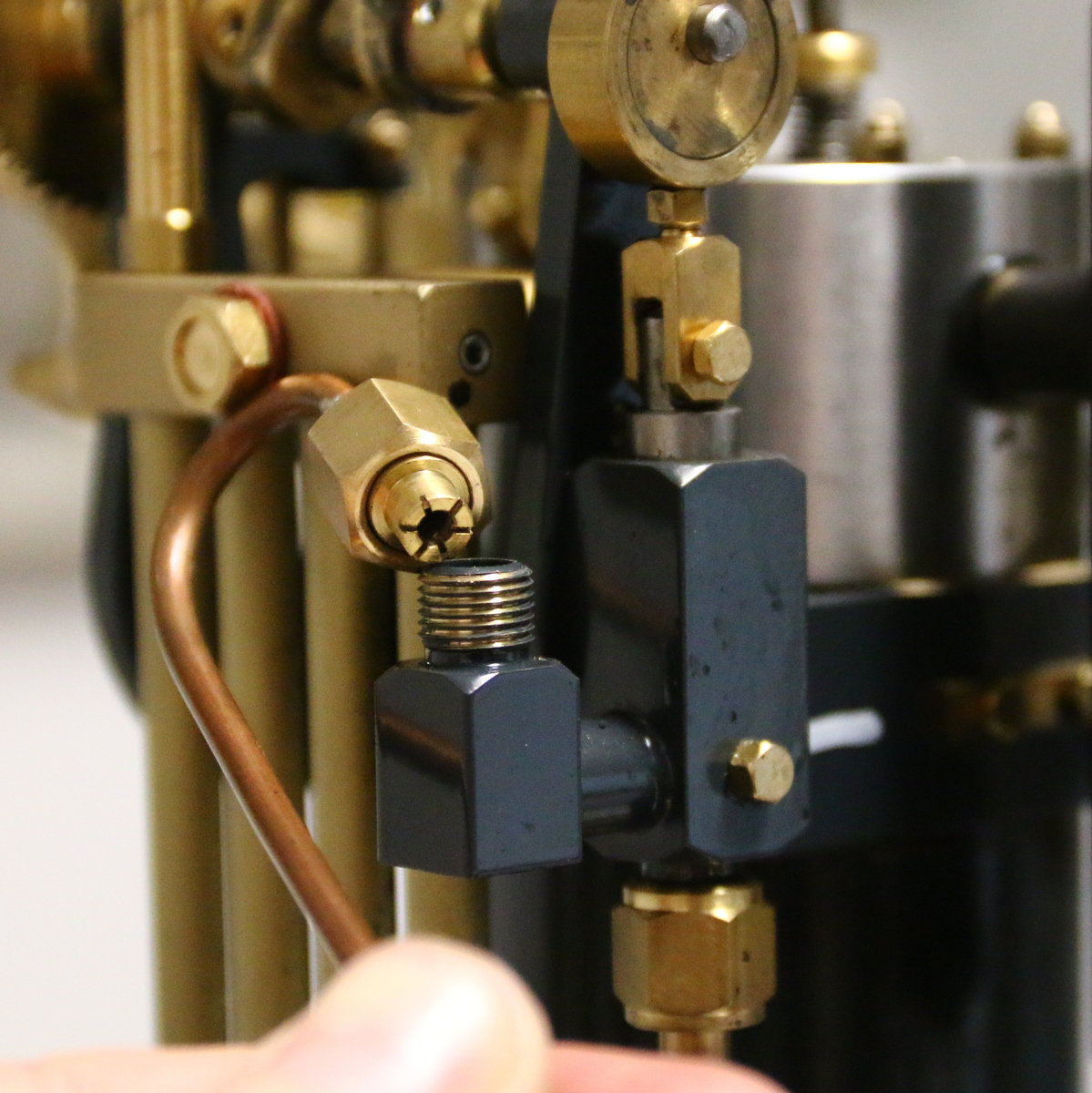
Der Einlötnippel am Ausgang der Wasserpumpe muss kreuzweise eingesägt werden. Die Kugel die sich im Zwischenraum zwischen Pumpenkörper und Einlötnippel befindet darf nur in eine Richtung abdichten darum wird der Einlötnippel einfach mit einer kleinen Metallsäge kreuzweise eingesägt.
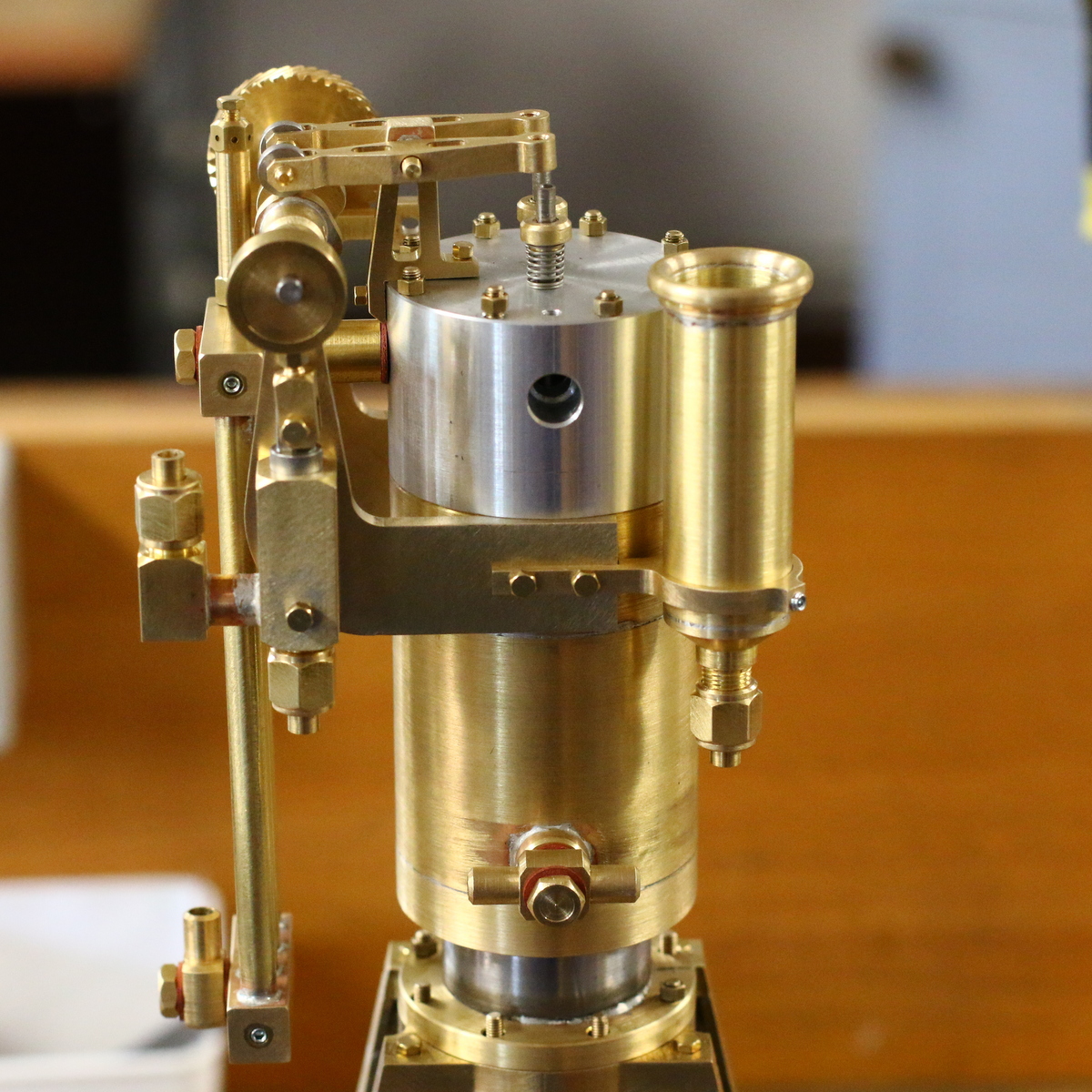
Der komplette Kühlkreislauf ist jetzt montiert. Es fehlen noch die Kupferrohre zwischen den einzelnen Bauteilen. Die Verrohrung wird aus 3 mm Kupferrohr weich hergestellt.
Hier können Sie den Bausatz vom Motor in unserem Onlineshop bestellen


- Entwicklung Stirlingmotor ähnlich Lehmann - 11. Januar 2024
- Baubeschreibung Funkenfänger Schweiß Bausatz - 18. Oktober 2023
- Baubeschreibung Zyklon Schweiß Bausatz - 18. Oktober 2023