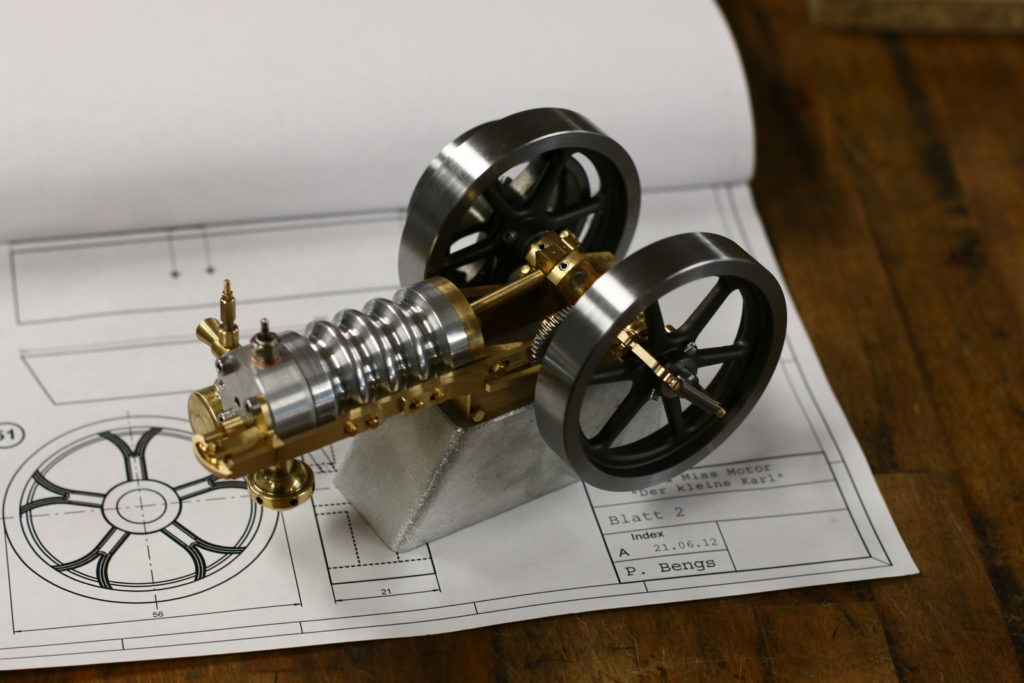
Auf dieser Seite in unserem Bengs Modellbaumagazin einen ausführlichen Baubericht für die liegenden Verbrennungsmotor „Der kleine Karl“ mit Hit & Miss Steuerung. Wir haben versucht auf alle Besonderheiten beim Bau der Maschine sowohl im Bild als auch im Text einzugehen.
Bei dem Bausatz für den Verbrennungsmotor „Der kleine Karl“ ist wie bei allen unseren Materialbausätzen das Material für die Drehteile als Abschnitt im Bausatz enthalten. Alle Frästeile wurden mit einer CNC Fräse ausgefräst und müssen eventuell noch gebohrt, Gewinde geschnitten und entgraten werden. Alle benötigten Schrauben, Mutter und Bauteile für die Zündung liegen ebenfalls dem Bausatz bei. Einige Teile bei diesem Bausatz werden entweder weichgelötet oder mit Schraubenkleber fixiert.
Wenn Sie Interesse an den Verbrennungsmotor „Der kleine Karl“ mit Umsteuerung haben können Sie den kompletten Materialbausatz auf unserer Website bestellen.

Alle Frästeile liegen dem Materialbausatz zum Bau eines Verbrennungsmotors bei. Sie werden von uns auf CNC Fräsen hergestellt. Alle Frästeile werden aus Messing geliefert. Die Teile sind ausgefräst und teilweise gebohrt einige Bohrungen müssen noch angegriffen gekörnt und gebohrt werden stellenweise muss auch noch Gewinde geschnitten werden.
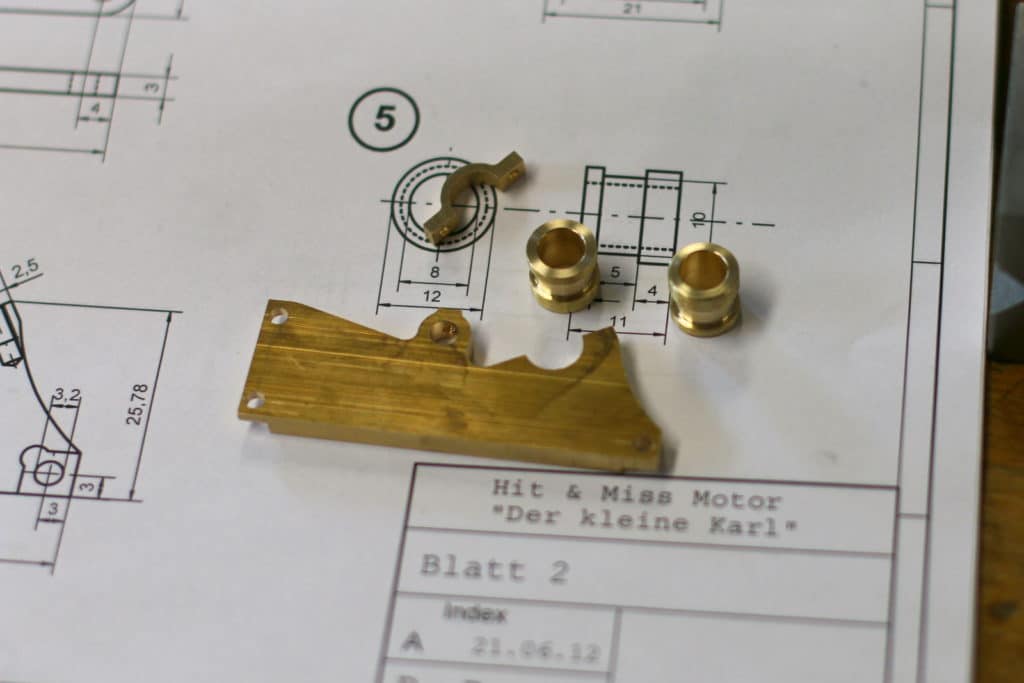
Die beiden Gleitlagerbuchsen werden aus Rotguss auf der Drehmaschine hergestellt. Beim fertigen Modell werden sie von dem Lagerdeckel in Position gehalten. Baubericht Verbrennungsmotor Der kleine Karl





Die Kurbelwelle besteht aus 8 mm Silberstahl auf dem die beiden Kurbelwangen aufgeschoben und anschließend weich aufgelötet werden. Anschließend wird der Kurbelzapfen und auf die Kurbelwelle komplett durchgebohrt und mit einem Hohlspannstift verstiftet. Im Anschluss kann der mittlere Teil der Kurbelwelle mit einer Handbügelsäge herausgesägt werden.




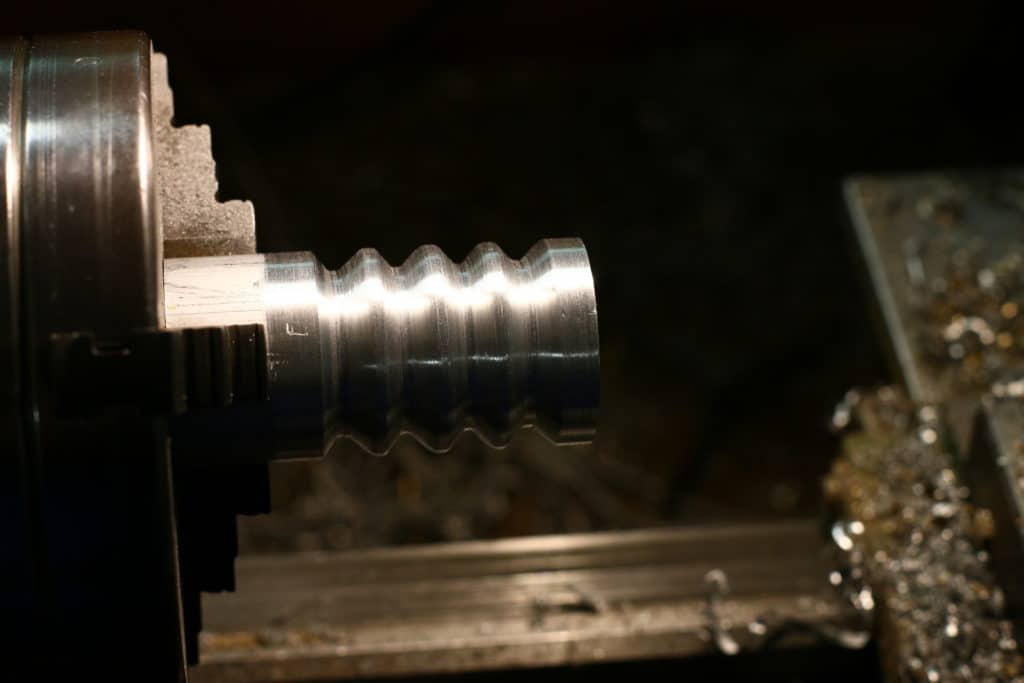
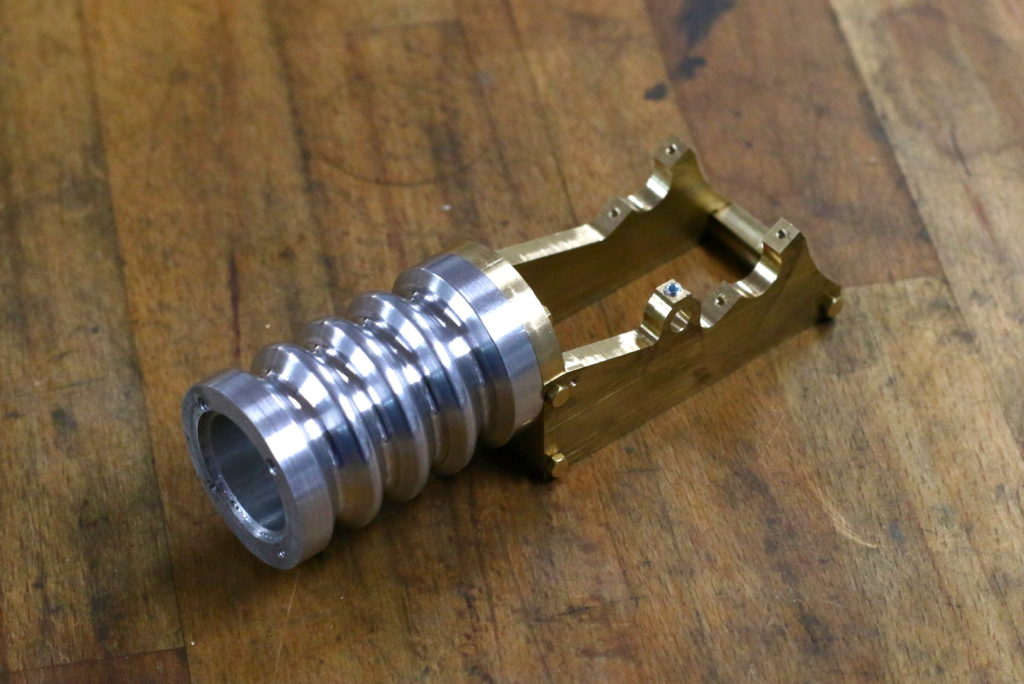
Der Kühlmantel für den Benzinmotor wird aus Aluminium Rundmaterial hergestellt. Zuerst wird das Rundmaterial gebohrt und innen auf Maß gedreht. Als nächstes werden mit einem Einstechstahl auf der Drehbank die Kühlrippen vorbereitet. Mit einem 45° Fasendrehstahl werden im Anschluss die Kühlrippen zu Ende bearbeitet. Zuletzt wird mit Schmirgelleinen die Oberfläche geglättet. Wenn man möchte kann man den Kühlmantel jetzt noch mit Autosol Polierpaste auf Hochglanz bringen.
Der Zylinderkopf

Am besten markiert man sich vorher alle Bohrungen mit einem Filzstift. Somit passiert es einem nicht dass man den Zylinderkopf spiegelverkehrt erstellt oder eine Bohrung auf der falschen Seite sitzt.
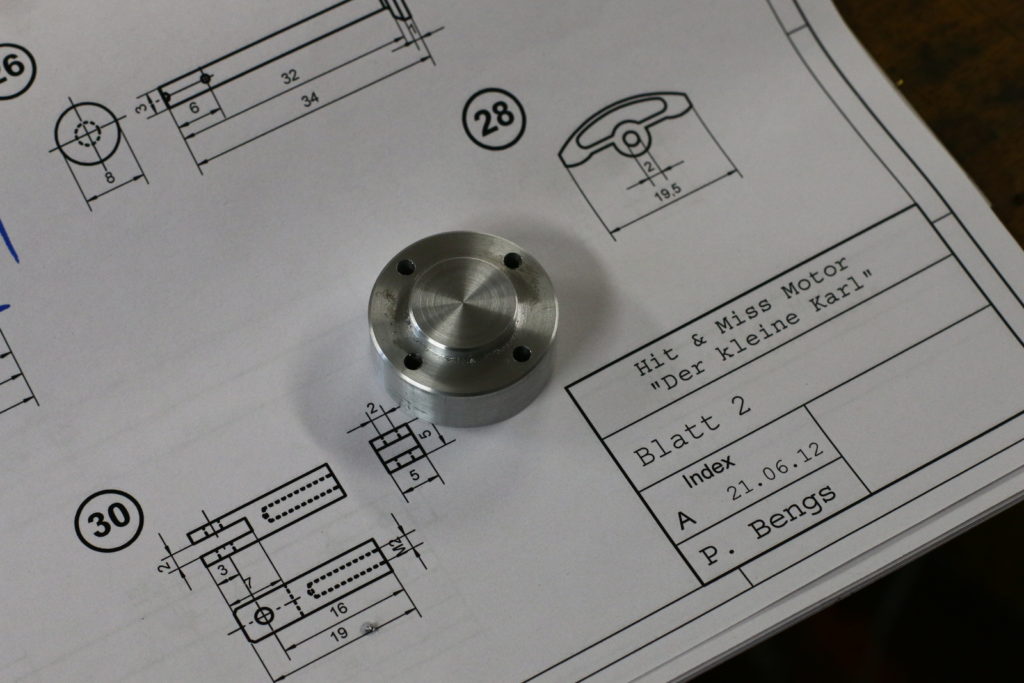


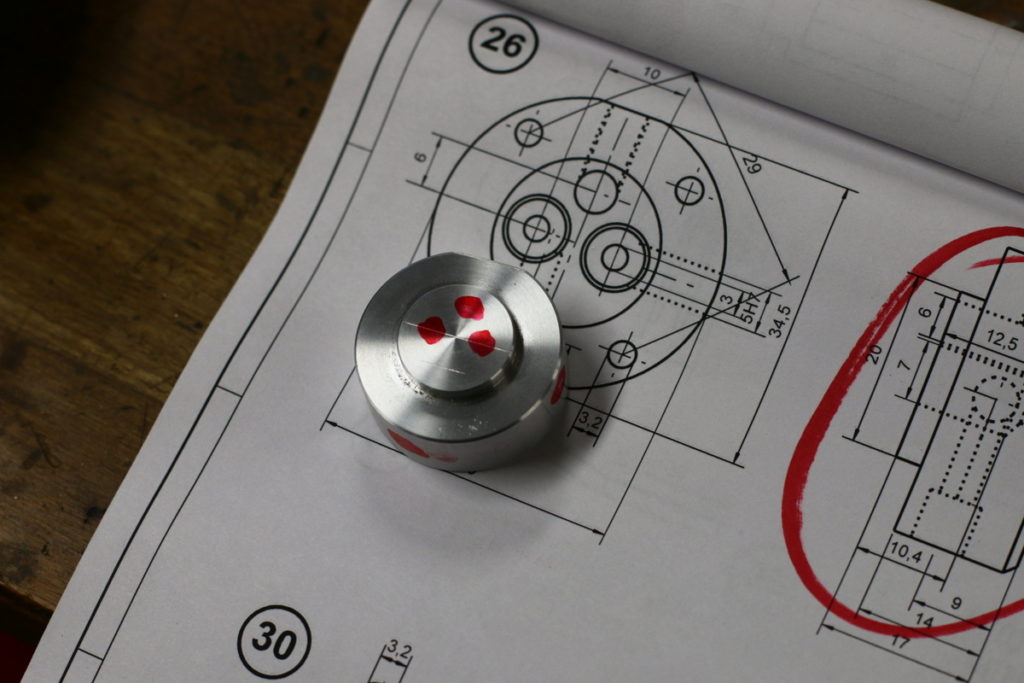
Der Zylinderkopf wird aus dem Reststück vom Kühlmantel hergestellt. Zuerst werden die äußeren Maße auf der Drehbank hergestellt. Alle Bohrungen werden angerissen, gekörnt und anschließend gebohrt. Die Ventilsitze sollten nur leicht mit einem möglichst neuem 90° Kegelsenker angesenkt werden. Die Kernbohrung für das Gewinde der Glückkerze beträgt 5,7 mm anschließend kann das UNEF ¼ Gewinde in den Zylinderkopf geschnitten werden.
Ventile drehen für den Verbrennungsmotor
Die Ventile werden bei diesem Verbrenungsmotor aus Messing hergestellt. Das 8 mm Messing wird zuerst lang aus der Drehbank ausgespannt und mit einem Zentrierbohrer zentriert.



Mit einem Radienstahl wird im unteren Bereich des Ventils ein Radius an das Ventil angedreht.

Im Anschluss bekommt das Ventil am Ventilteller eine 45° Fase. Diese Phase sollte unbedingt frei von Rattermarken sein da sonst das Ventil den Brennraum später nicht zuverlässig dicht hält und der Motor keine Kompression aufbauen kann.

Der Ventilschaft sollte 3,00 mm oder leicht Untermaß sein.

Anschluss kann das Ventil einfach mit einem Stechstahl abgestochen werden.






Das kleine Zahnrad wird vom Hersteller mit Bund hergestellt. Der Bund wird für dieses Modell nicht benötigt. Das Zahnrad wird auf den Zähnen vorsichtig im Futter der Drehbank eingespannt. Jetzt kann die Bohrung auf 9 mm vergrößert werden. Durch die Bearbeitung fällt der Bund mit 9 mm Durchmesser ab. Das Zahnrad sollte sich leicht auf die Zahnradbuchse aufschieben lassen. Im Anschluss können beide Teile weich verlötet werden.

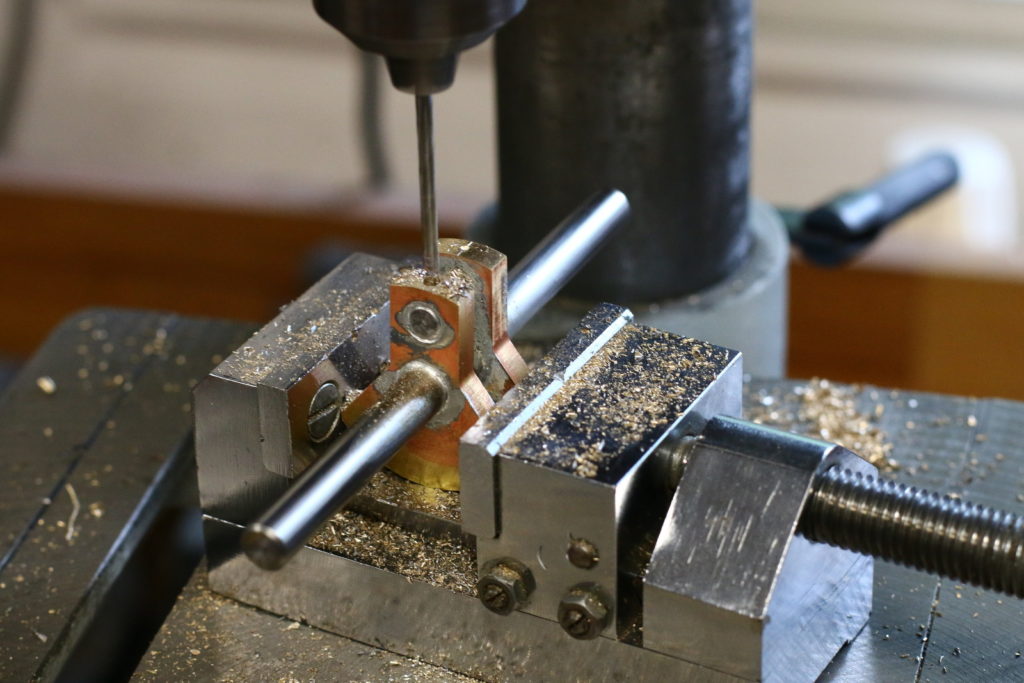
Bei manchen Bauteilen muss man sehr vorsichtig sein wenn man die Bohrungen ankörnt. Bei besonders filigranen Gabeln empfiehlt es sich ein Stück Material dazwischen zu schieben. So lässt sich das Teil gefahrlos auch mit einem Selbstschlagender Körner ohne dass es sich verbiegt.
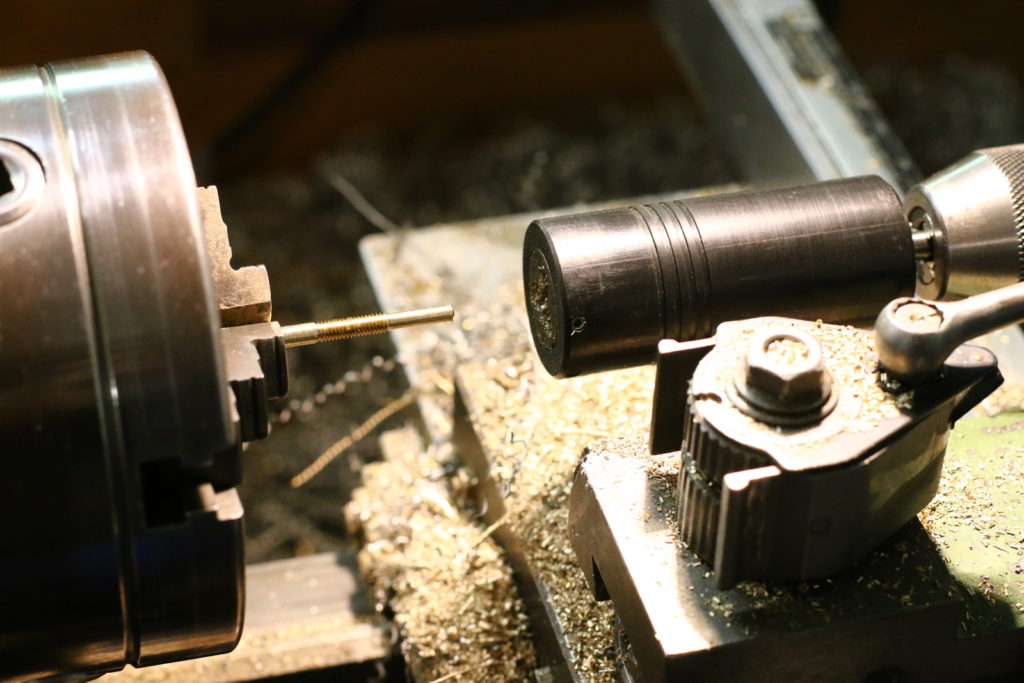
Das Steigrohr vom Vergaser wird auf der Drehbank aus Messing Rundmaterial hergestellt. Um das lange M4 Gewinde herzustellen eignet sich besonders gut unser Schneideisenhalter für die Drehbank.


Der Tank bekommt 2 Bohrungen zur Aufnahme der Einlötbuchsen für den Tankdeckel und für das Steigrohr. Diese beiden Bohrungen sollten nicht mit einem Spiralbohrer hergestellt werden da sich Spiralbohrer bei dünnwandige Material schnell verhaken und das Werkstück aus den Schraubstock ziehen. Wir empfehlen dafür einen Schälbohrer.

Nachdem alle Teile hergestellt sind können die Teile mit Weichlotpaste bestrichen und anschließend verlötet werden. Nachdem er kalten des Bauteils werden die Flussmittel Reste beseitigt und der komplette Tank mit Schleifvlies geputzt.

Der Auspuff wird aus einem Messing 20 mm Abschnitt auf der Drehmaschine hergestellt. Er bekommt eine Längsbohrung und mehrere Querbohrungen die den Schall dämpfen sollen.

Auf der Rückseite der Stoßstange werden die überstehenden M2 x6 Modellbauschrauben plan abgeschliffen.



Der Maschinensockel besteht aus einem 40 mm x 40 mm Aluminium Vierkant Material. Der Sockel bekommt um laufend Radien sodass er an ein Gussteile erinnert. Im Anschluss werden die Bohrungen nach Zeichnung hergestellt.



Die 80 mm Schwungräder bestehen aus einem sehr sauberen Stahlguss. Sie können ohne Probleme im Reif gespannt werden. Zuerst sollte eine Seite komplett bearbeitet werden.
- Stirnfläche plandrehen
- Außendurchmesser sauber drehen
- Inneren Bund sauber drehen
- Bohrung mit Zentrierbohrer zentrieren
- Bohrung mit 7,8mm Bohrer herstellen
- Bohrung mit 8H7 Reibahle aufreiben
- Schwungrad ausspannen umdrehen und auf äußeren Durchmesser spannen
- Zweite Seite Stirnfläche plandrehen
- Inneren Bund sauber drehen
- Bohrungen für Madenschrauben bohren und Gewinde schneiden

Die Riemenscheibe wird auf die gleiche Art und Weise hergestellt.
Einstellung des Auslassventils
Da nur das Auslassventil angesteuert wird, brauchen wir uns auch nur da um die Steuerzeit zu kümmern. Das Ventil öffnet sich nur bei jeder zweiten Umdrehung. Bei der ersten Umdrehung bleibt das Ventil geschlossen und ermöglicht, dass das Luft Kraftstoff Gemisch verdichtet wird und zur Explosion gebracht wird. Bei der zweiten Umdrehung öffnet sich das Ventil und ermöglicht dem Kolben die Verbrennungsgase auszustoßen.
Zum einstellen stellen Sie das Modell so vor sich das sich der Zylinderkopf auf der linken Seite befindet. Drehen Sie jetzt das Schwungrad im Uhrzeigersinn. Wenn sich der Kolben auf dem Weg zum hinteren Todpunkt befindet soll die Nocke beginnt die Stößelstange nach vorne zu schieben sodass das Ausslassventil beim erreichen des hinteren Todpunkts komplett geöffnet ist. Auf dem Weg nach vorne kann der Kolben jetzt alle Verbrennungsgase über das Auslassventil ausstoßen. Vor dem Erreichen des vorderen Todpunkts beginnt sich das Ventil bereits wieder zu schließen und ist genau bei erreichen der vorderen Endlage komplett geschlossen. Am einfachsten einzustellen ist dies, wenn Sie die Madenschraube des Zahnradbuchse (Teil 15) lösen und verdrehen.

Vor der endgültigen Montage werden alle Messing und Aluteile mit der Osborn Tellerbürste entgratet. Die Tellerbürste kann Mit hilfe eines M14 Adapters in die Ständerbohrmaschine eingespannt werden und gibt den Messingsteilen eine schöne gebürstete Oberfläche und bricht alle Kanten.

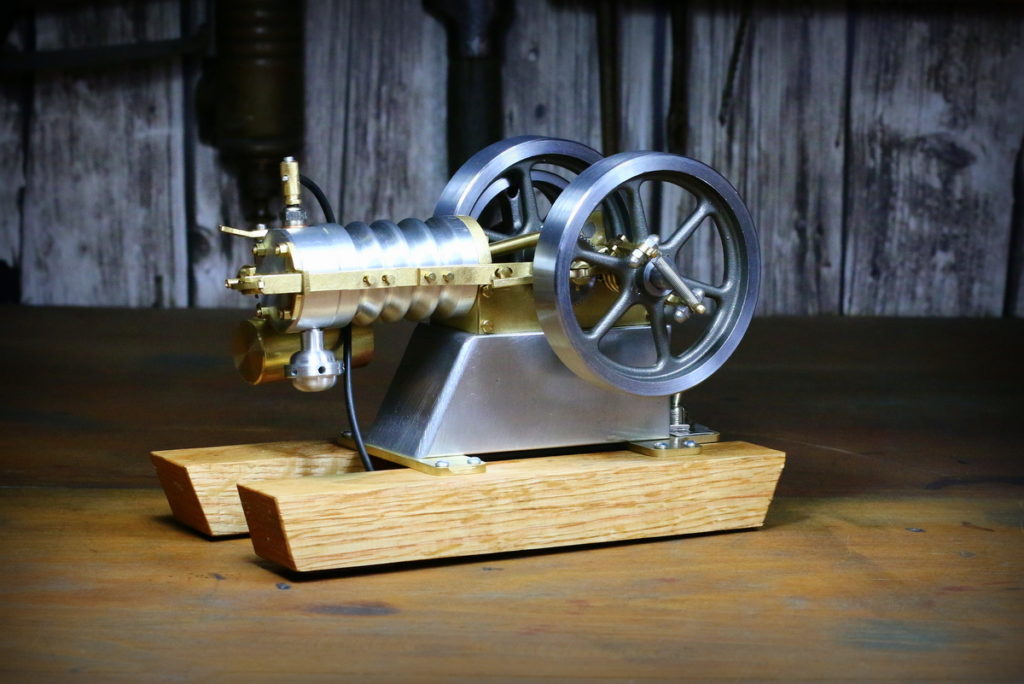
Die Holzkufen aus Eichenholz werden unter dem Maschinensockel ausgerichtet. Die Bohrungen können mit einem Bleistift durch gezeichnet werden anschließend gebohrt und mit Holzschrauben verschraubt werden.

Auf der Minus Seite (mit Feder) des Batteriefachs wird ein kurzes Kabellänge ca. 5 cm verlötet. Das Kabel wird ca. 2 cm lang ab isoliert und ca. 1 cm in das Batteriefach eingeschoben und erst dann verlötet so das einige der Kabellitzen die Batterie berühren. Die Feder des Batteriefachs hat nicht genügend Durchlass darum sollte das Kabel die Batterie direkt berühren. Auf der Gegenseite des kurzen Kabels befestigen Sie einen Ringskabelschuh. Der Ringskabelschuh wird mit dem Hauptschalter verbunden. Der 2. Ausgang des Hauptschalters wird ebenfalls mit einem Ringkabelschuh direkt mit dem metallischen Gestell des Motors verbunden sodass der Stromkreis geschlossen ist.
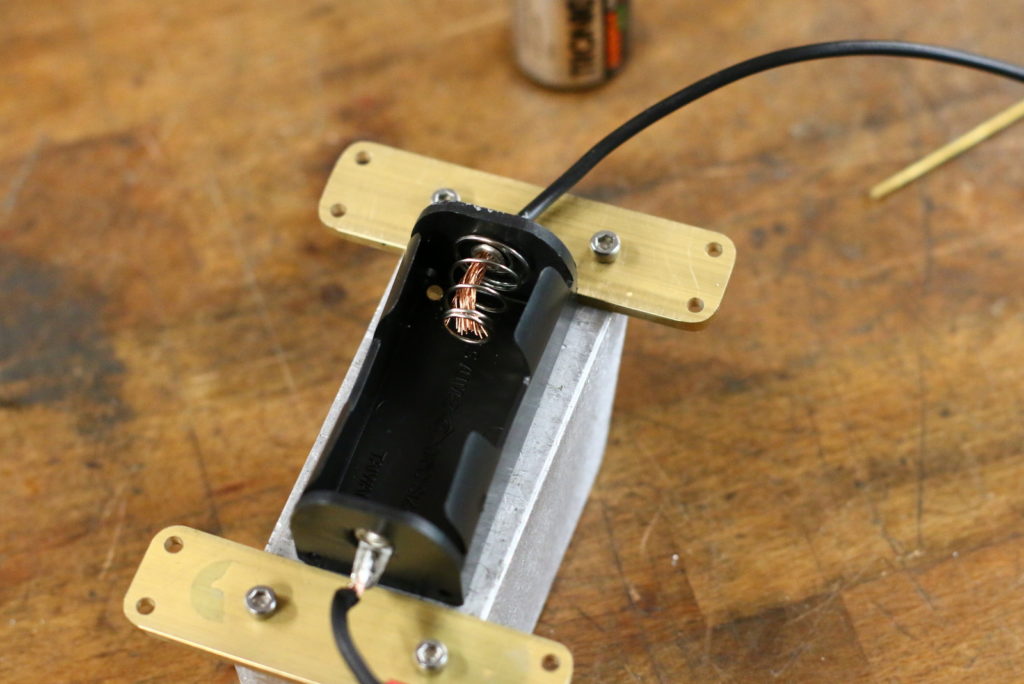
Das Batteriefach für die Stromversorgung der Glückkerze wird unter den Sockel Bauteil 1 mit 2 M2 x 6 Modellbauschraube befestigt. Auf der Plus Seite (ohne Feder) des Batteriefachs wird ein ca. 20 cm langes Stück Kabel angelötet. Das Kabel wird im Bereich der letzten 6 mm abisoliert, dieses Endstück kann in den Glühkerzenstecker eingeschoben werden und mit der M4 Madenschraube fixiert werden.

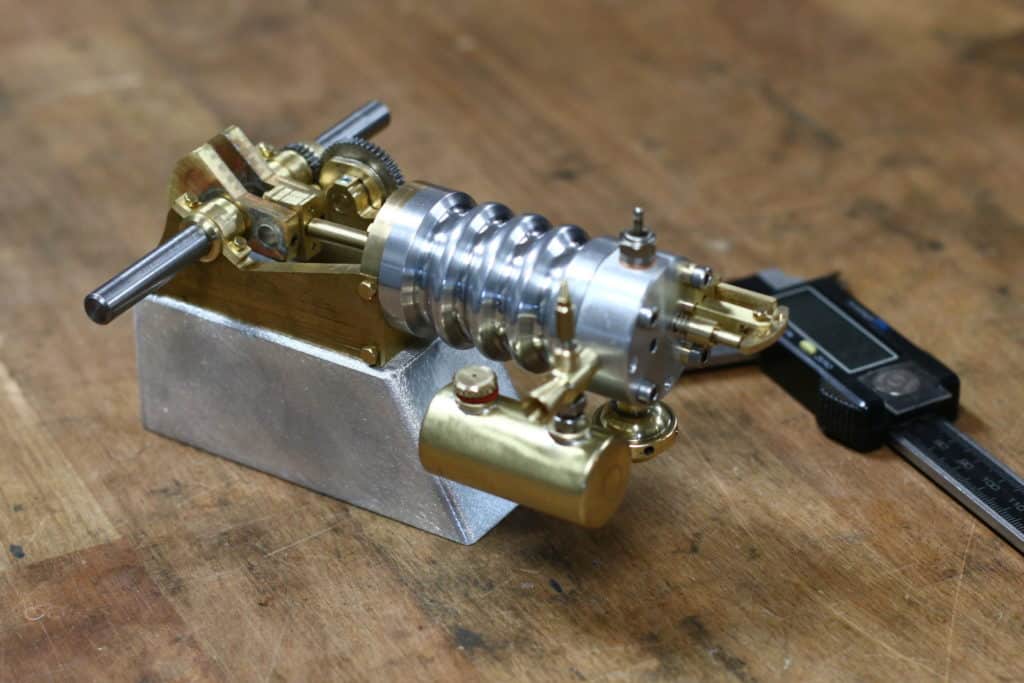
Nun kann über den Hauptschalter die Glühkerze ein und ausgeschaltet werden. Da dieser Motor über eine Glühkerze gezündet wird brauchen wir den Zündzeitpunkt nicht einzustellen. Vor Betrieb sollten Sie jedoch an der ausgebauten Glühkerze testen ob sie mindestens kirschrot glüht. Hier sind wir mit dem Baubericht Verbrennungsmotor Der kleine Karl am Ende und vor uns steht ein Tolles Funktionsmodell.
Haben Sie Interesse an unseren Materialbausatz Der kleine Karl? Dann gelangen Sie über diesen Link direkt zu den Verbrennungsmotor der kleine Karl in unserem Onlineshop.

- Entwicklung Stirlingmotor ähnlich Lehmann - 11. Januar 2024
- Baubeschreibung Funkenfänger Schweiß Bausatz - 18. Oktober 2023
- Baubeschreibung Zyklon Schweiß Bausatz - 18. Oktober 2023