Auf dieser Seite sehen Sie Schritt für Schritt welche Arbeiten von nöten sind, um den Materialbausatz Jarne zu bauen. Der Materialbausatz beinhaltet alle fertigbearbeiteten Frästeile und das komplette Material, was für die Drehteile benötigt wird. Außerdem liegen dem Bausatz alle Schrauben, Kugellager und O-Ringe bei. Zum Bau des Flammenfressers von Bengs Modellbau sind eine kleine Drehmaschine eine Bohrmaschine und einige Werkzeuge von Nöten. Eine genaue Übersicht finden Sie in der unten stehenden Baubeschreibung. Hier gelangen Sie auf unseren Online Shop und können den Materialbausatz zum Bau des Flammenfresser Jarne online bestellen.
Kühlmantel und Zylinder
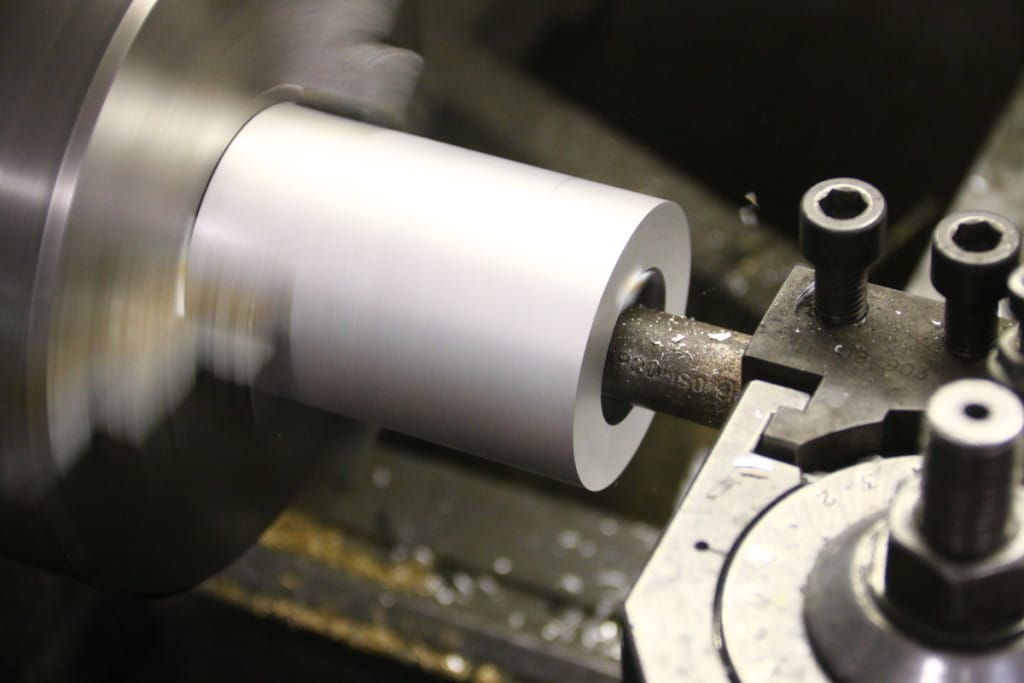
Um den Kühlmantel Teil 1 herzustellen liegt dem Bausatz ein ausreichend großes Stück 60 mm Aluminium Rundmaterial bei. Der Wellenabschnitt wird zuerst auf der Drehbank auf Länge gebracht. Im Anschluss wird mit einem möglichst großen Bohrer der Wellenabschnitt längs komplett durchgebohrt. Mit einem Innendrehstahl kann dann die innere Kontur des Kühlmantels hergestellt werden. Der wichtigste Durchmesser ist der 40 mm Innendurchmesser. Auf diesen Flächen dichten später die O-Ringe. Nachdem das Bauteil aus der Drehmaschine ausgespannt ist, werden auf der Unterseite 3 mm weggefeilt oder gefräst. Um den Lochkreis auf der Vorderseite mit 44 mm Durchmesser herzustellen, kann das Bauteil 8 als Schablone verwenden werden.
Der Zylinder Teil 3 ist von innen bereits fertig bearbeitet. Lediglich die Außenkontur muss noch hergestellt werden. Die beiden Einstiche mit 2 mm Breite dienen später zur Aufnahme der O-Ringe.
Natürlich können Sie den Freiraum für die Wasserkühlung vom Kühlmantel und Zylinder an das Ihnen zur Verfügung stehenden Werkzeug anpassen. Dieser Flammenfresser funktioniert auch ohne Wasserkühlung. Sollte es Ihnen also nicht möglich sein die Innenkontur des Mantels herzustellen, passen Sie einfach das Zylinderrohr in den Kühlmantel ein und verzichten Sie auf die Wasserkühlung.


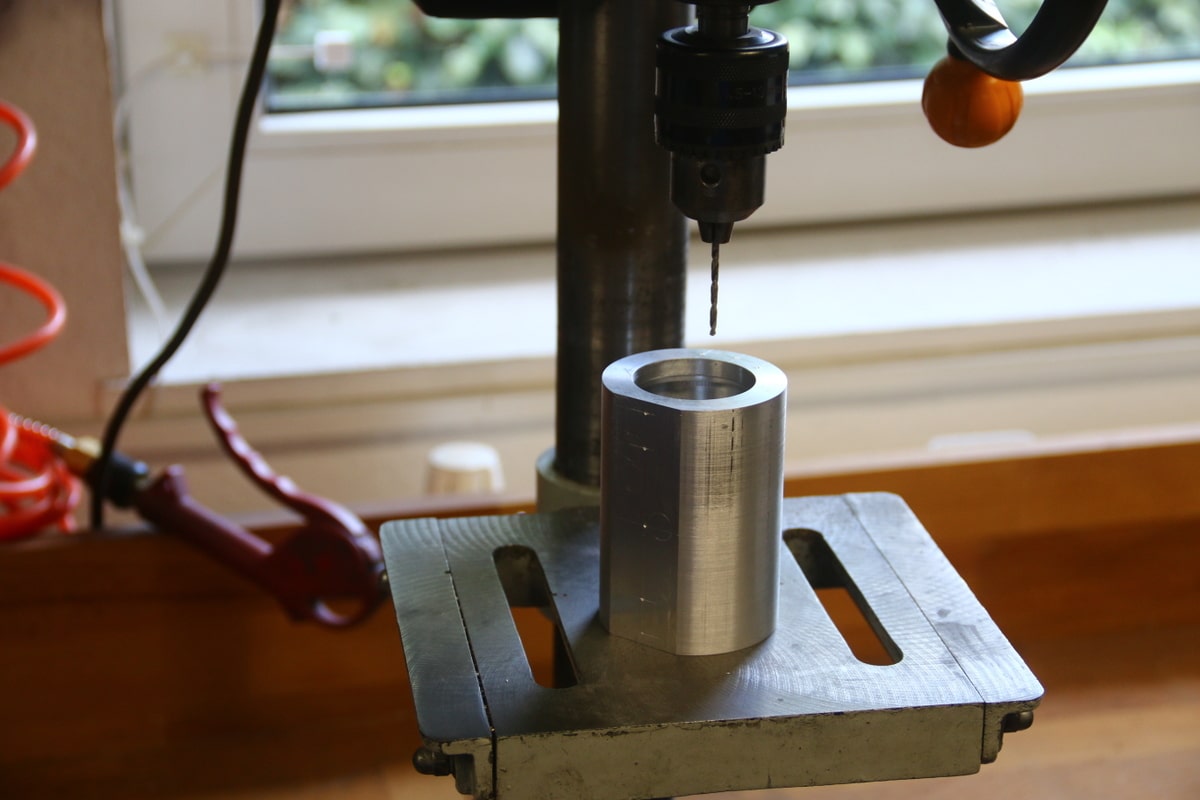


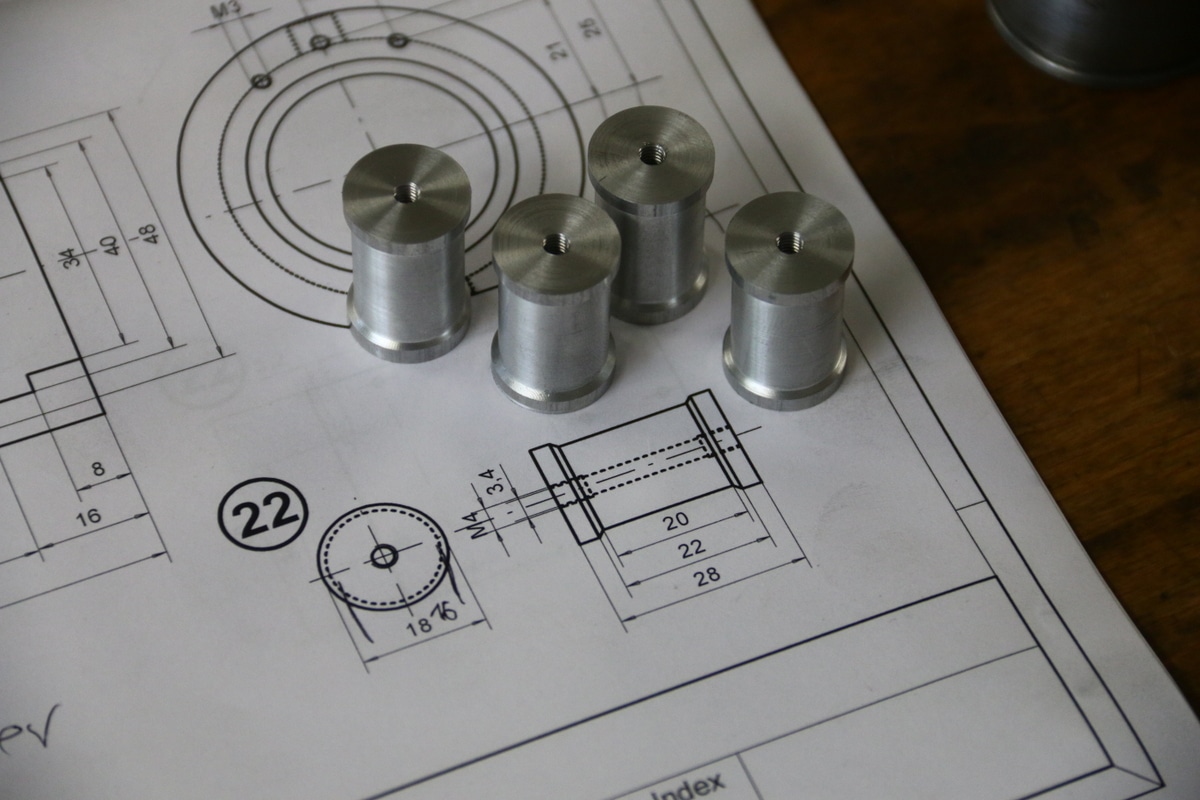
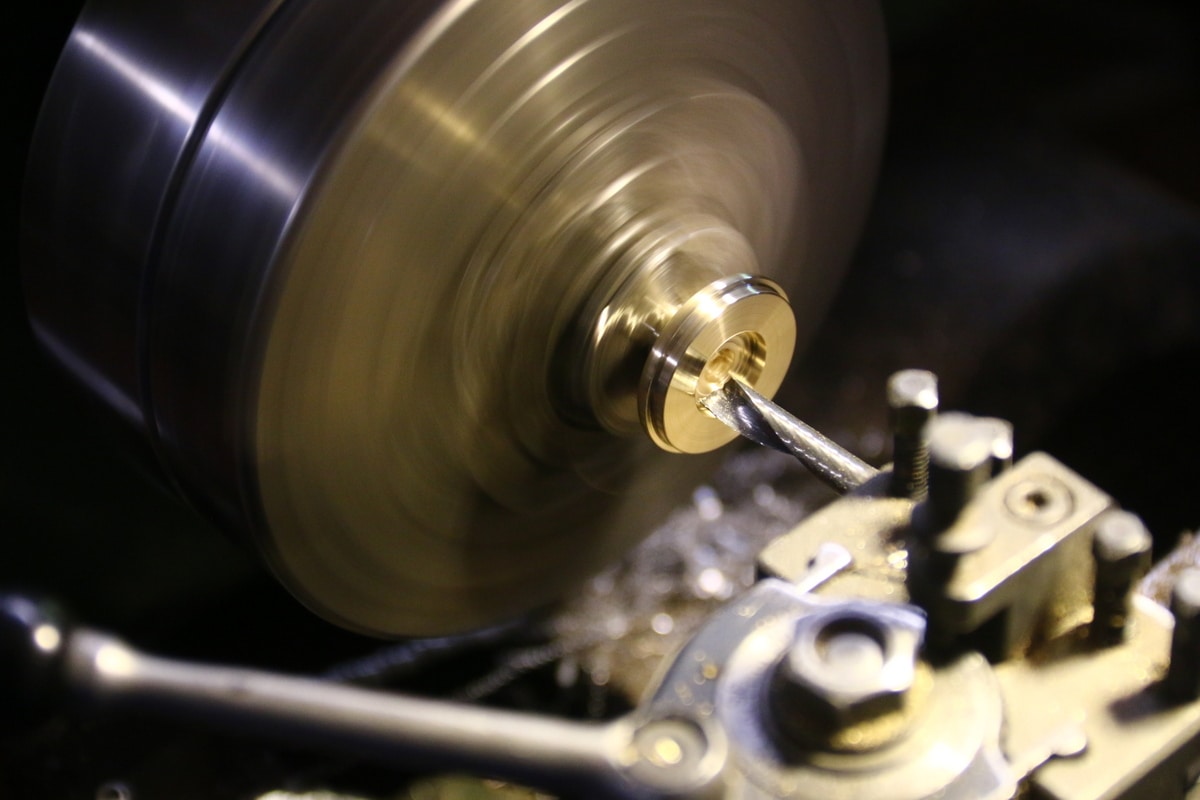
Die Säulen aus Aluminium werden direkt mit einem 45° Fasenstahl erstellt. Die Säulen werden in der Mitte frei gedreht und bekomme oben und unten eine 45° Fase. Wenn die Außenkontur erstellt ist wird mit einem 3,3 mm Bohrer die Säule komplett durchgebohrt. Nach dem abstechen mit einem Stechstahl kann in die Säule von beiden Seiten M4 Gewinde eingeschnitten werden.


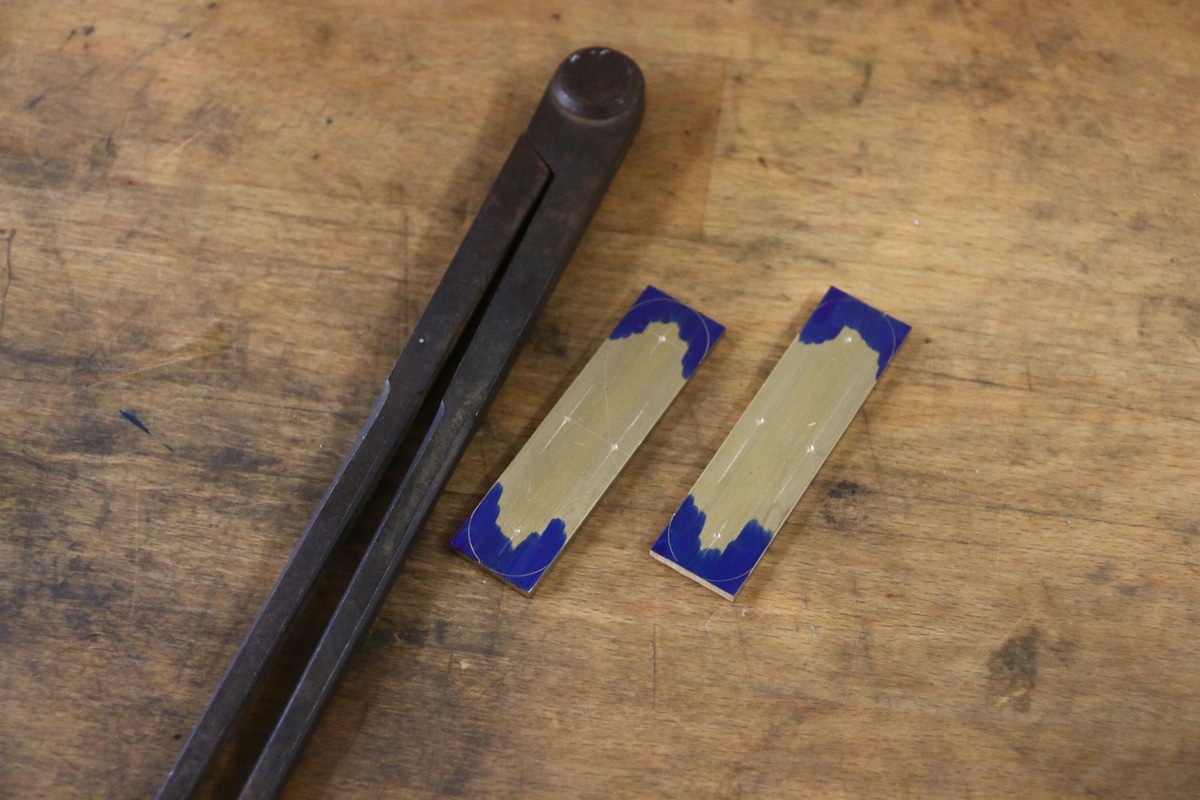
Die Säulenplatten Teil 5 liegen als Flachmaterial bei. Zuerst wird das Flachmaterial mit der Bügelsäge auf Länge zugeschnitten. Als nächstes werden mit dem Zirkel die Radien angezeichnet und anschließend mit einer Schleifmaschine oder Feile hergestellt.
Ebenfalls aus Flachmaterial besteht die Grundplatte Teil 6. Die Grundplatte wird zuerst mit der Feile auf Maß gebracht, anschließend kann sie angerissen, gekörnt und gebohrt werden.

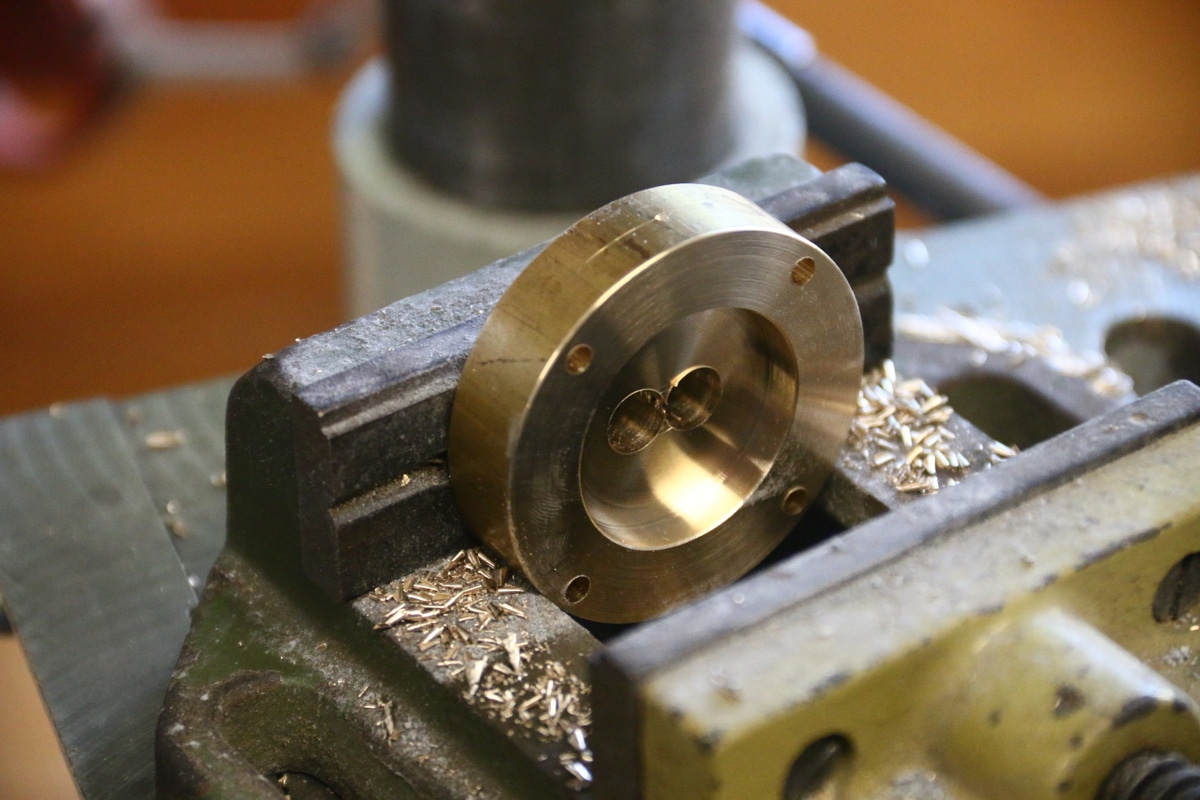
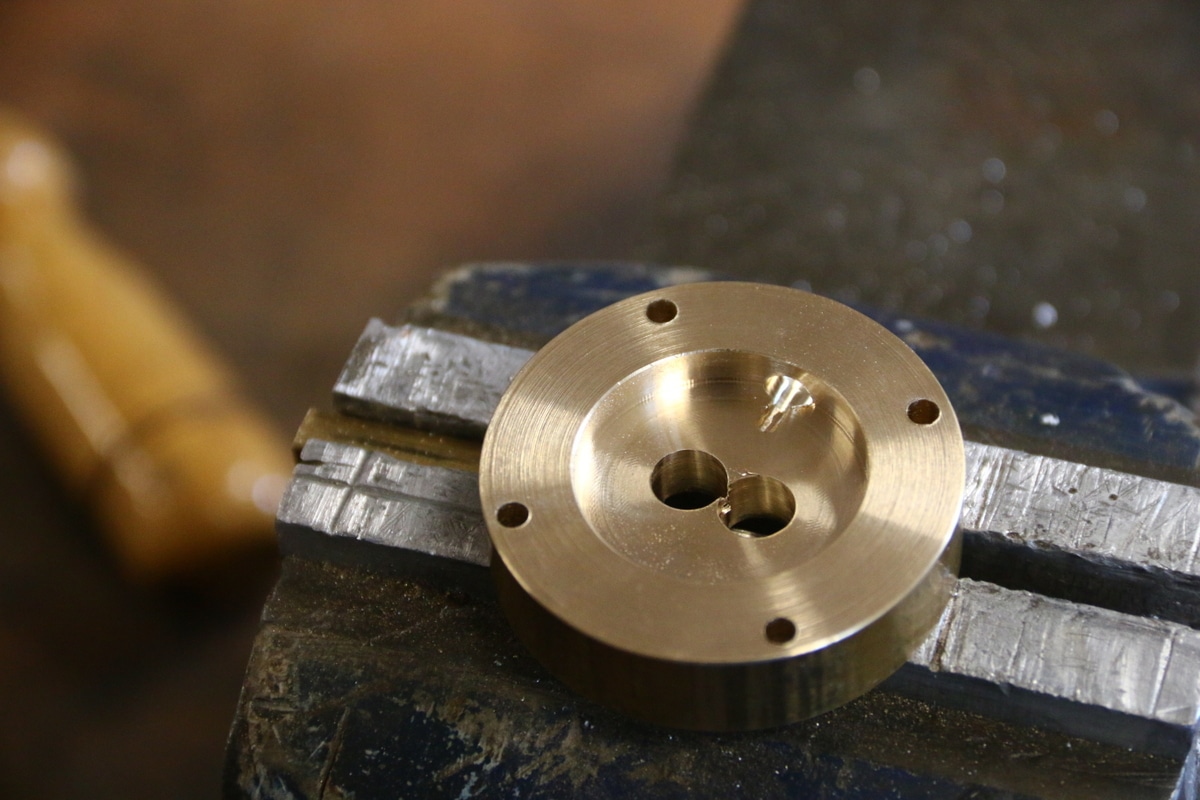
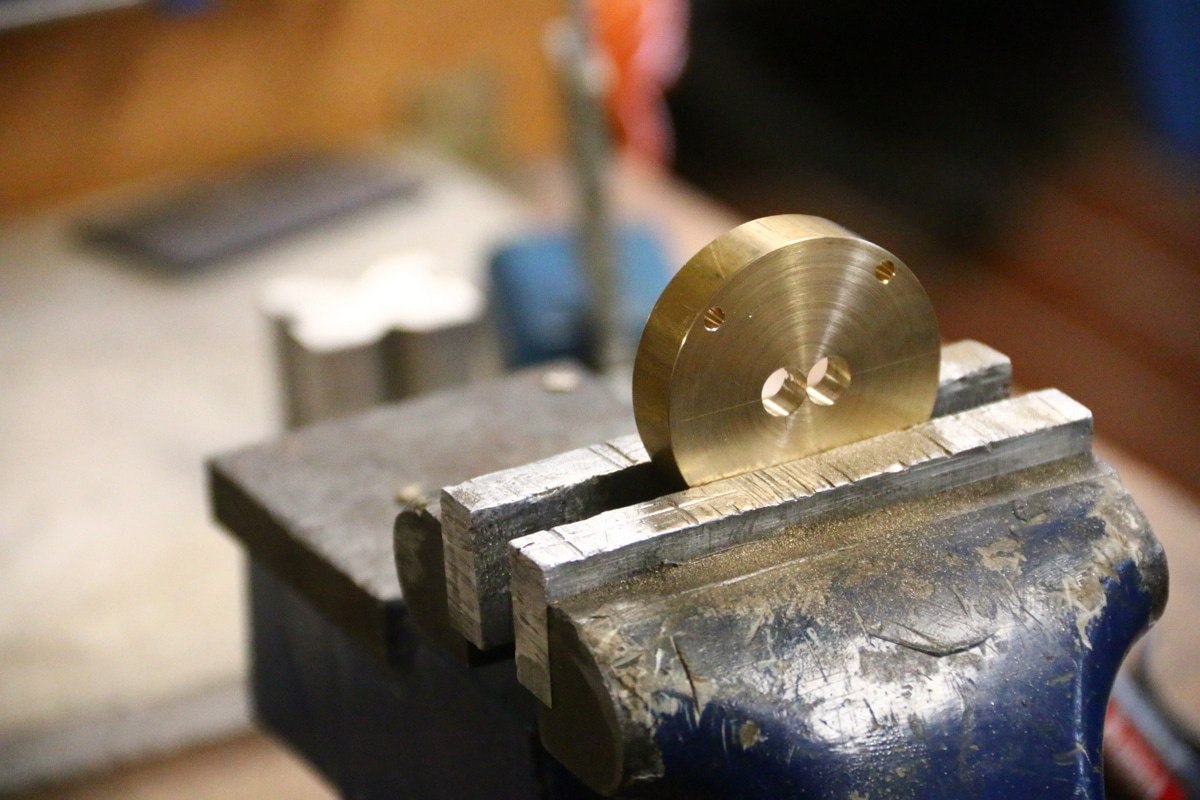
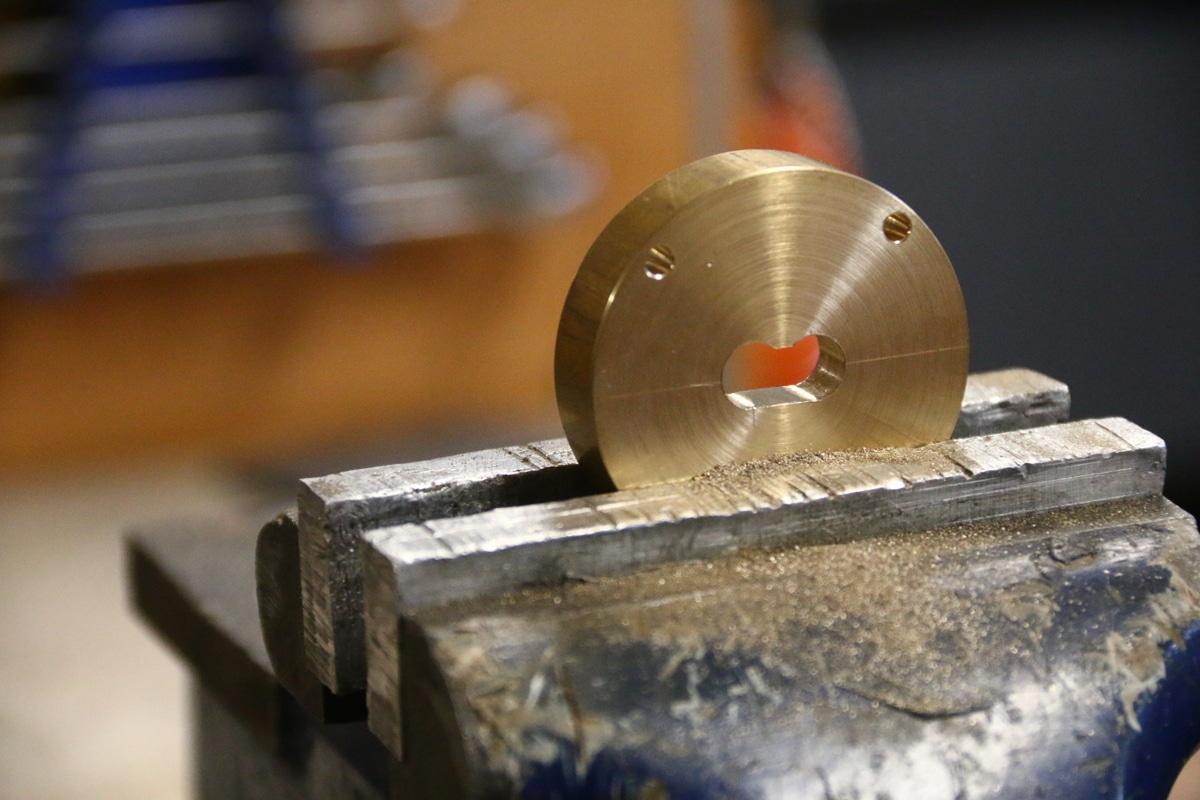
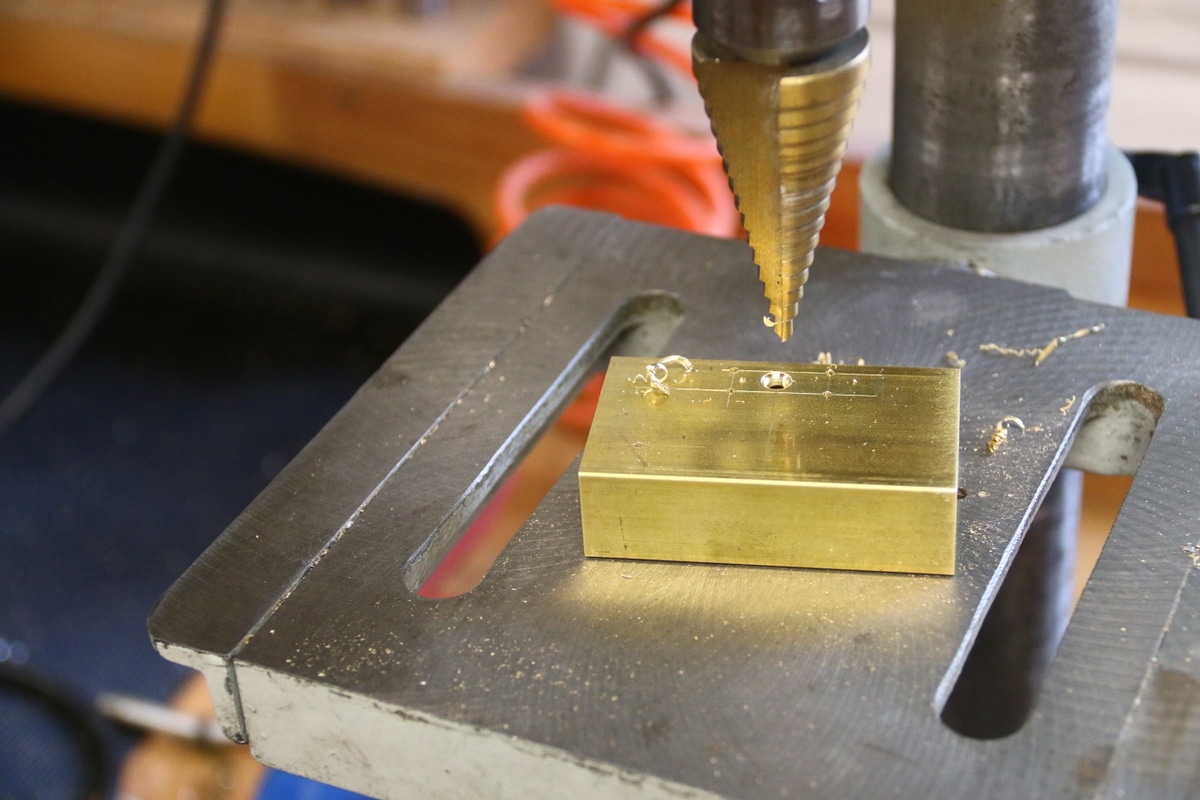
Der Zylinderkopfteil 7 wird zuerst auf der Drehmaschine, auf die richtige Stärke gebracht. Anschließend wird die 30,2 mm Aussparung hergestellt. Um das Lochbild des Zylinderkopfs herzustellen kann Teil 8 als Schablone verwendet werden. Die 6 mm Bohrung, die von oben in den Kopf gebohrt wird, ist das spätere Abluftventil. Die 10 mm Bohrung ist der spätere Ventilsitz.
Die Hebel 16 und 17 werden zuerst mit der Feile von den Fräsansätzen befreit. Anschließend werden die Bohrungen mit einer 5H7 Reibahle aufgebohrt. Sollte keine 5H7 Reibahle vorhanden sein, können Sie auch Teil 18 und 19 an dem Ist-Durchmesser der Hebel anpassen. Anschließend werden die Hebel und die Buchsen verlötet. Die M3 Bohrung für die Madenschrauben bohren Sie am besten erst nach dem Löten. Der Motor lässt sich am besten einstellen, wenn die Madenschrauben nach oben schauen.





Der Schieber Teil 23 wird aus dem beiliegenden 31 mm Durchmesser Graphit hergestellt. Das Graphitmaterial lässt sich sehr gut zerspanen, macht aber leider sehr viel Dreck. Verwenden Sie gegebenenfalls einen Staubsauger, um den entstehenden Graphitstaub gleich abzusaugen.


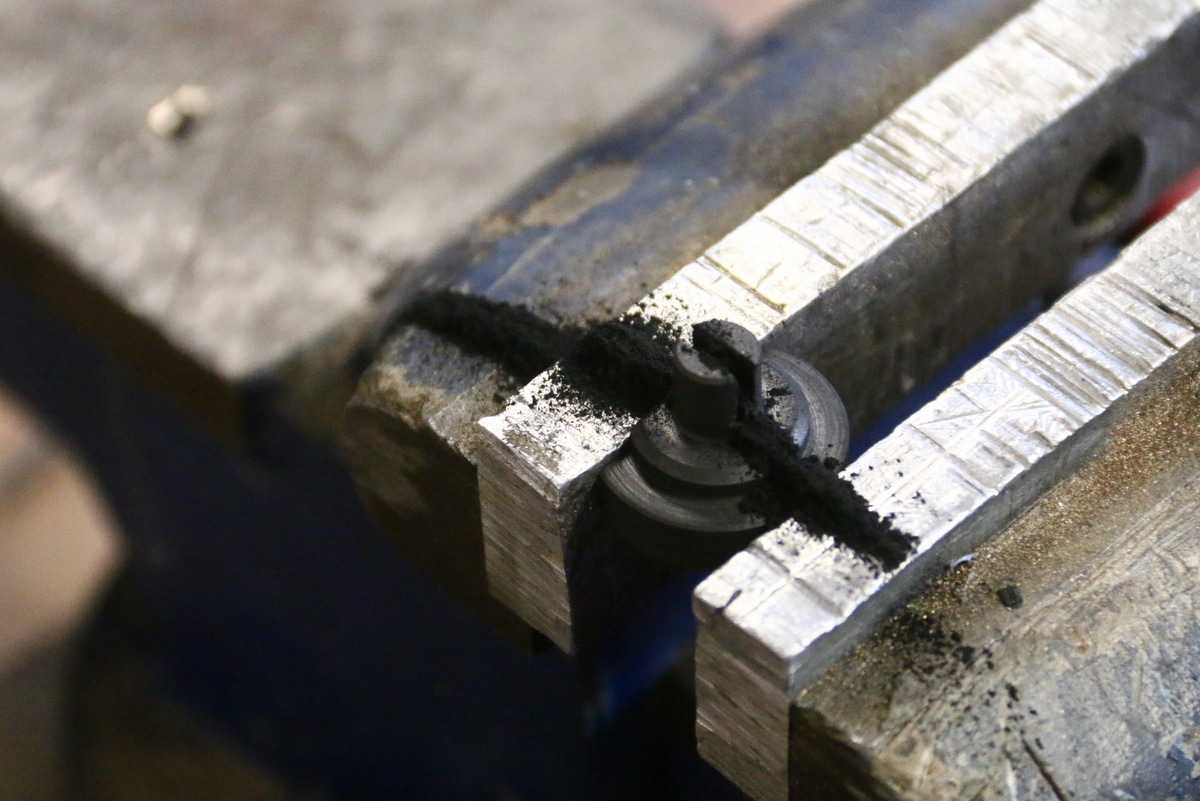

Das Graphitmaterial ist ein recht brüchiger Werkstoff. Man sollte mit dem fertigen Bauteil vorsichtig umgehen. Wenn die Wandstärke zu gering ist, neigt das Graphit zum brechen. Auf dem Foto sehen Sie was passiert, wenn man auf die frisch hergestellte Gabel des Schiebers ganz leicht mit dem Körner schlägt.
Kurbelwelle Baubericht Flammenfresser Jarne
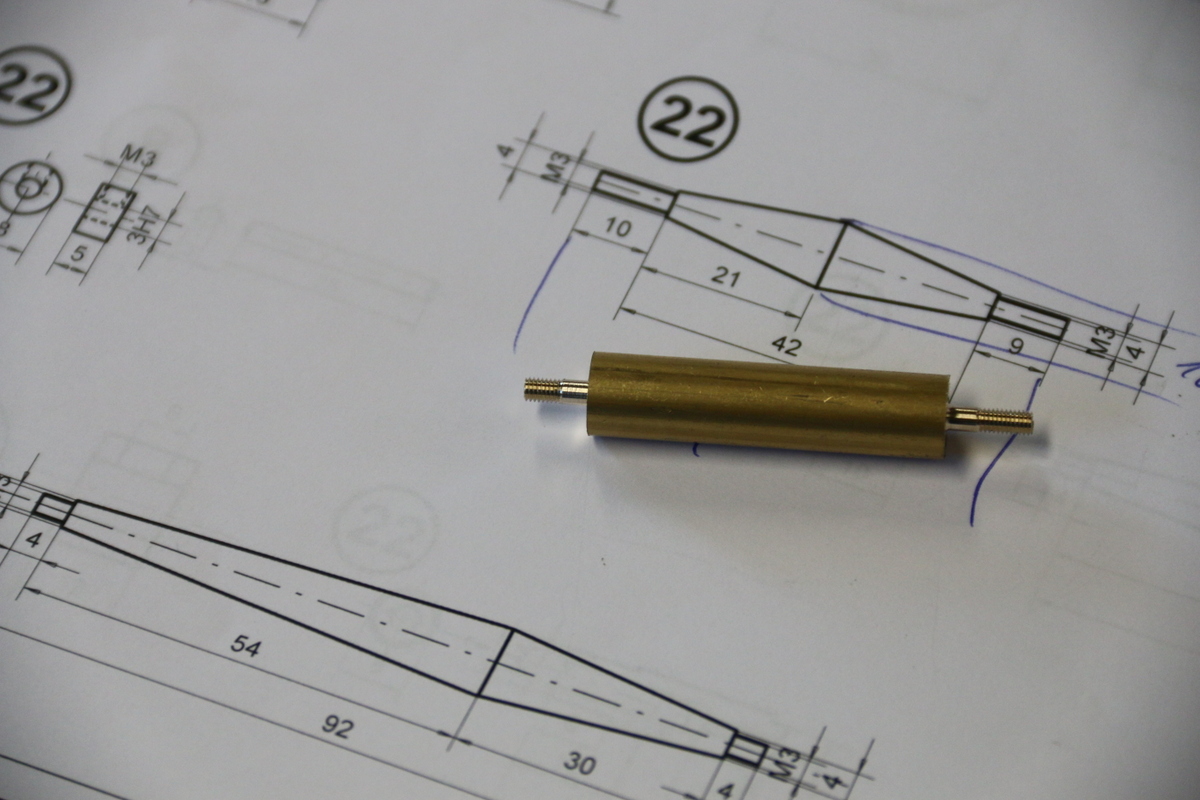
Die Kurbelwelle wird aus 3 Teilen hergestellt. Dabei gehen Sie folgendermaßen vor. Den 6 mm Silberstahl auf beiden Seiten plandrehen und eine leichte Fase andrehen. Anschließend die einseitige M3 Gewindebohrung herstellen. Beide Kurbelwangen mit 6H7 Reibahle aufreiben und auf die Welle aufschieben. Kurbelwellenbolzen in die zweite Bohrung der Kurbelwangen schieben, nach Zeichnung ausrichten. Anschließend weich verlöten und die Kurbelwelle zwischen den Kurbelwangen raussägen und Zwischenraum planfeilen. Zuletzt Bauteil putzen und entgraten.




Kolben Flammenfresser Jarne
Der Kolben Teil 46 wird aus dem Grauguss Rundmaterial hergestellt. Je nach Lieferant des Grauguss kann der Durchmesser zwischen 32mm und 40mm schwanken. Der Kolben wird zuerst auf der Drehmaschine auf Länge gebracht. Anschließend wird die mittige 3mm Bohrung hergestellt und der innere 16 mm Absatz. Das dem Bausatz beiliegendem Messing Rundmaterial 16 mm können Sie als Aufnahmedorn verwenden. Passen Sie die innere Aussparung des Kolben so an das er sich mit leichtem Druck auf das 16mm Rundmaterial schieben lässt. Fixieren Sie den Kolben mit einer M3 Schraube auf dem Aufnahmedorn. Jetzt können Sie den Außendurchmesser des Kolbens bearbeiten.








Auf die Kolbenstange unten Teil 50 wird von beiden Seiten ein Teil 44 Kolbenstangenendstück aufgeschraubt. Nachdem die beiden Stücke zueinander ausgerichtet worden sind, sollten Sie mit Weichlot fixiert werden. Die so entstandene Pleuelstange wird in Teil 45 eingeschoben und mit dem Bolzen Teil 48 gesichert. Anschließend wird Teil 45 in den Kolben geschoben und mit einer M3 x 8 Modellbauschraube verschraubt.
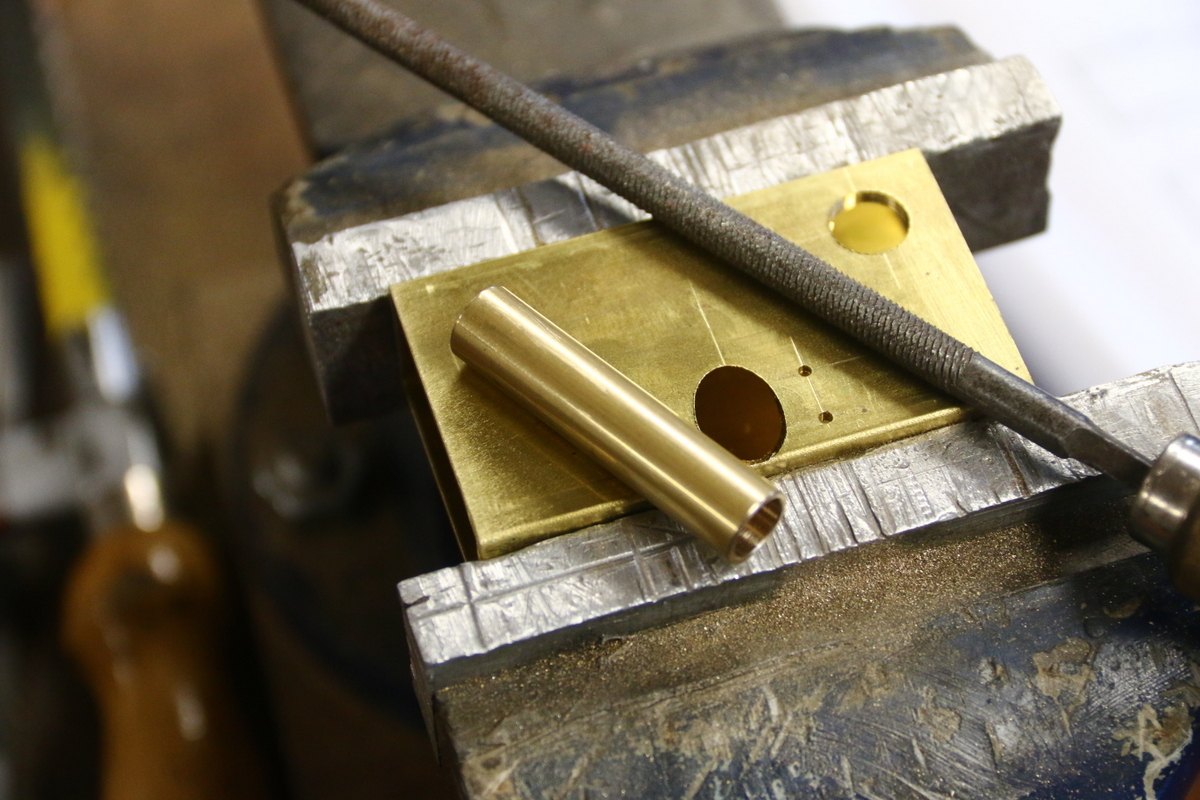
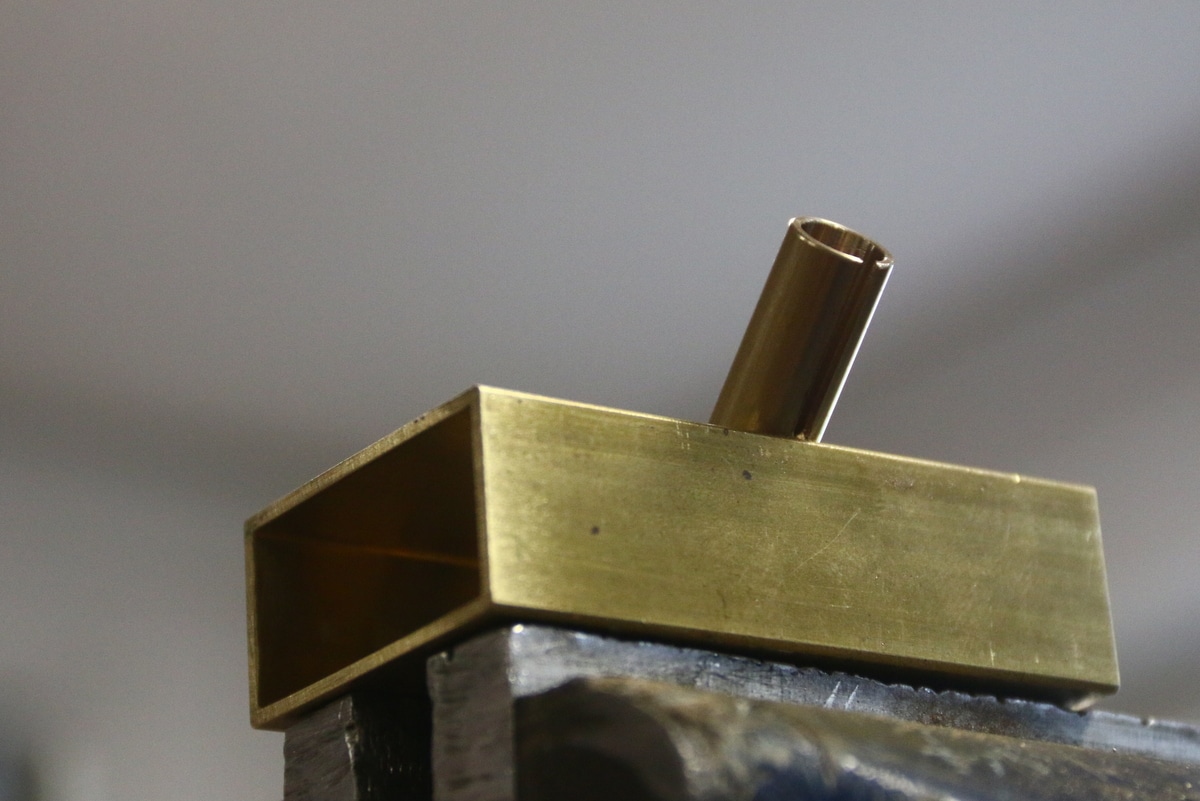
Der Tank Teil 62 wird zuerst mit der Feile auf Maß gebracht und entgraten. Anschließend werden alle Drehteile für den Tank hergestellt. Das Dochtrohr 65 wird später im 45° Winkel in den Tank eingelötet. Die dafür vorgesehene 10 mm Bohrung wird mit einer Rundfeile dementsprechend bearbeitet. Die Spindel Teil 67 wird aus dem beiligendem 6 mm Messing Rundmaterial hergestellt und anschließend mit dem Handrad Teil 68 weich verlötet.


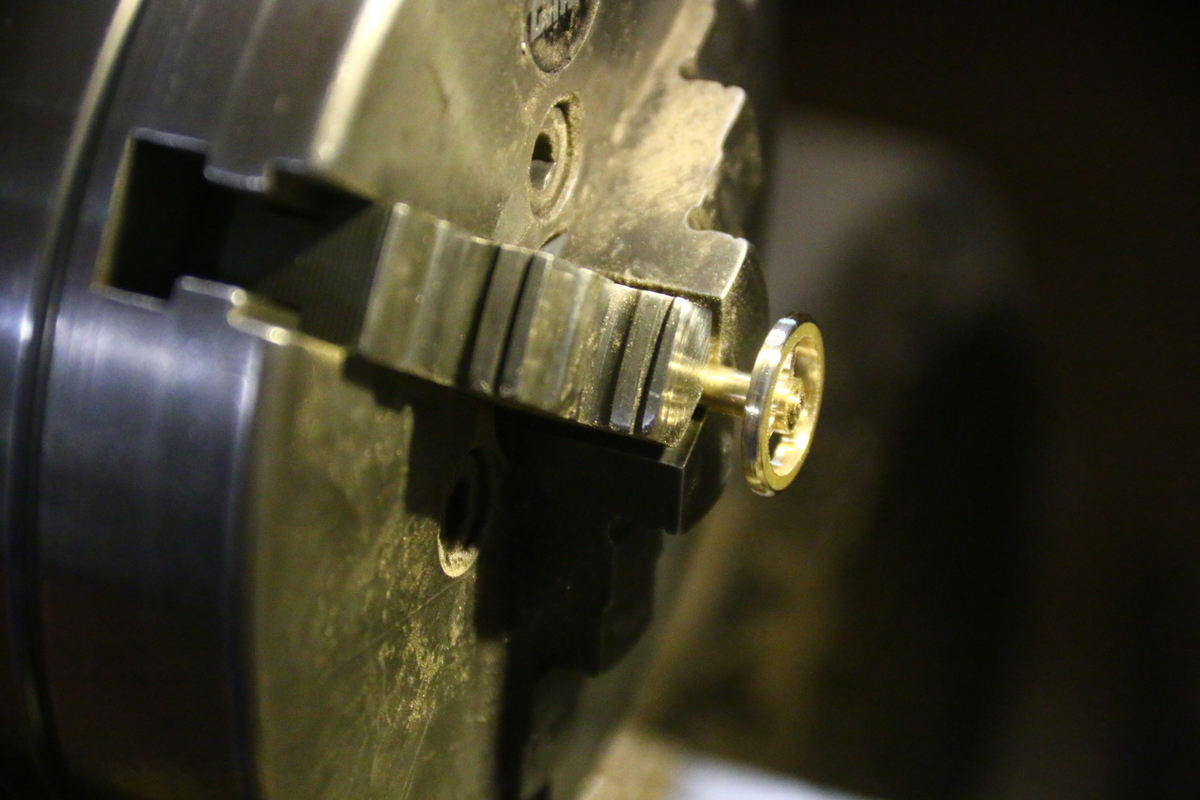
In das Handrad für den Brenner wird zuerst eine 2,5 mm Bohrung gebohrt, anschließend M3 Gewinde geschnitten. Jetzt kann das Handrad auf die Brennerwelle aufgeschraubt werden und mit Schmirgelleinen die Kanten gebrochen werden.

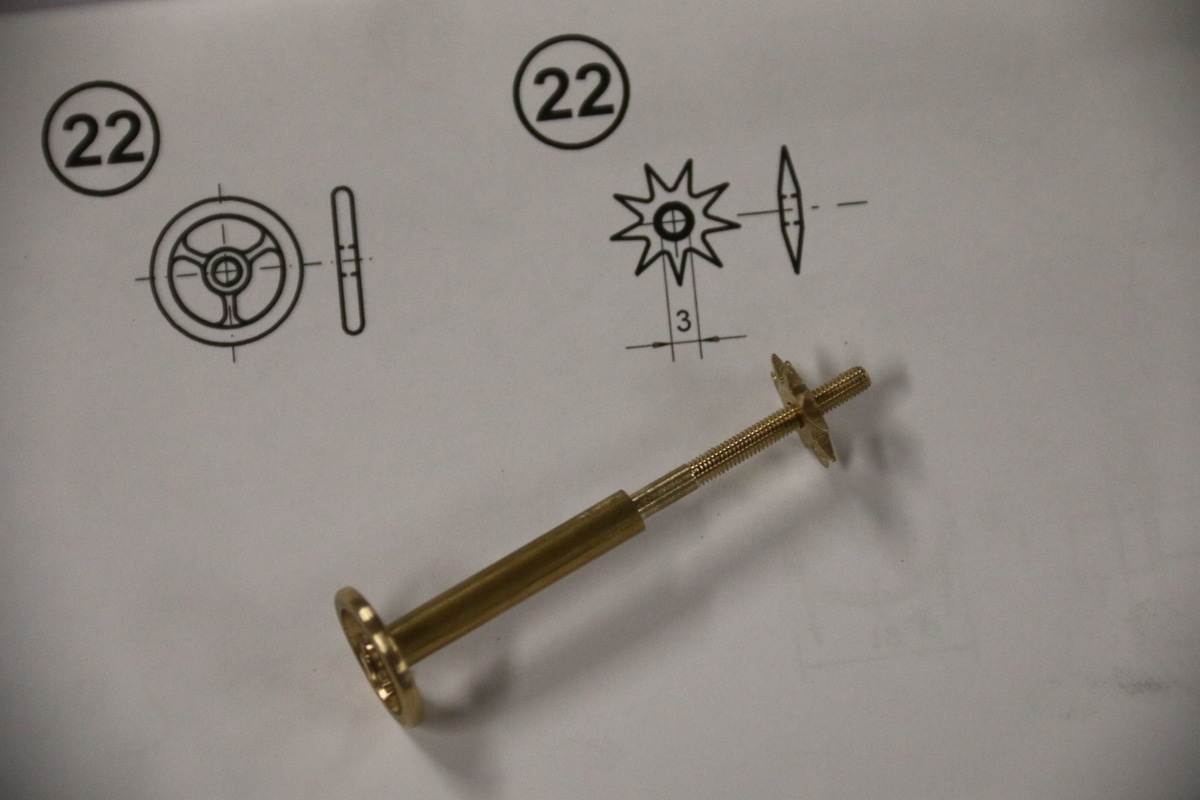
Das hier zu sehende Zackenrad transportiert später den Docht hoch und runter, so dass man die Größe der Spiritusflamme des Brenners optimal einstellen kann.

Die Bohrungen auf der Grundplatte werden wie in der Zeichnung zu sehen hergestellt. Die 4,5 mm Bohrungen zur Befestigung des Flammenfressers werden von unten mit einem 8 mm Bohrer aufgebohrt. So kann das Modell mit 4 Zylinderkopfschrauben fest auf der Grundplatte verschraubt werden.

Wir empfehlen die Grundplatte noch vor dem ersten Probelauf zu lackieren und anschließend mit Klarlack zu versiegeln, da sonst Öl in das Holz eindringen kann und unschöne Flecke verursacht.
Der Brenner wird mit kleinen Holzschrauben befestigt. Wir empfehlen die Löcher vorzubohren, damit sich die Holzschrauben leichter einschrauben lassen. Die Bohrungen können entweder nach Plan angerissen oder von den fertigen Bauteilen übertragen werden.

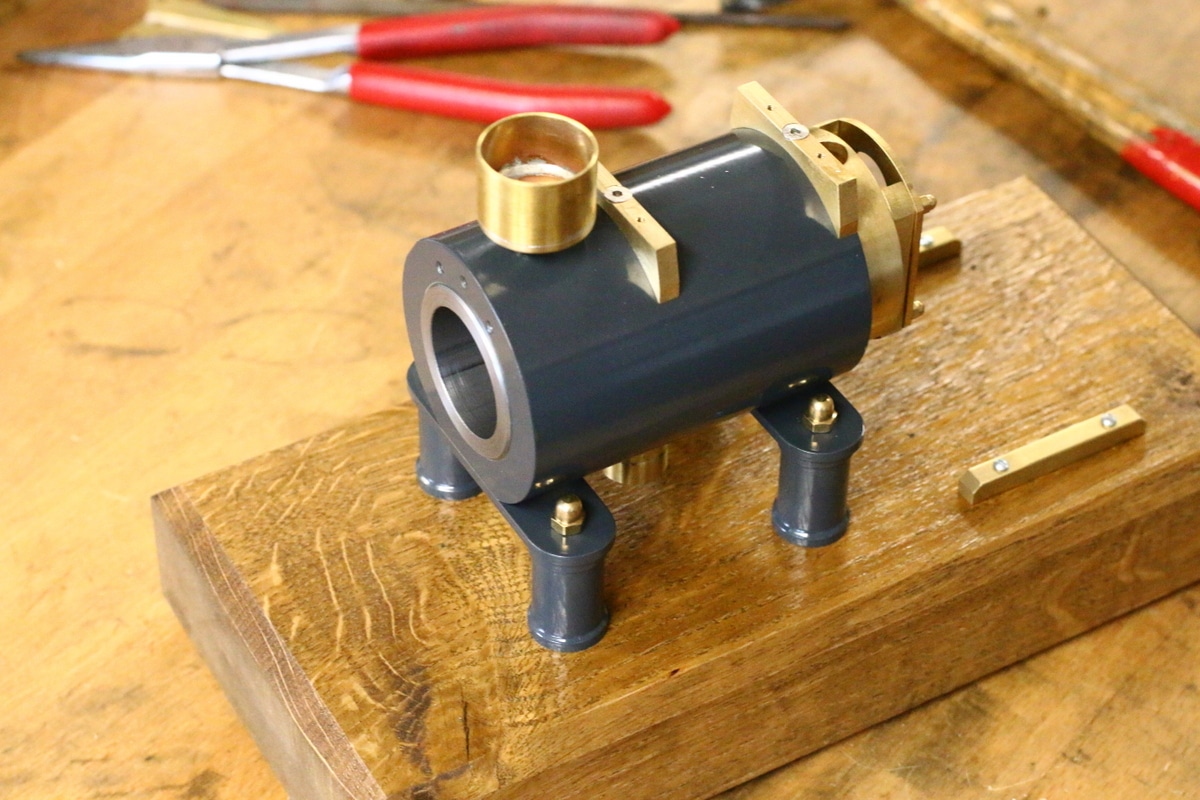
Der fertige Kühlmantel wurde mit dem Pulverbeschichtungssystem pulverbeschichtet. Die Farbe die wir hier verwendet haben ist RAL 7016 Anthrazitgrau, Sie können diesen Farbton Beschichtungspulver ebenfalls bei uns im Onlineshop bestellen. Baubericht Flammenfresser Jarne
Hier gelangen Sie auf unseren Online Shop und können den Materialbausatz zum Bau des Flammenfresser Jarne online bestellen.
Video vom fertigem Flammenfresser Jarne
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.

- Entwicklung Stirlingmotor ähnlich Lehmann - 11. Januar 2024
- Baubeschreibung Funkenfänger Schweiß Bausatz - 18. Oktober 2023
- Baubeschreibung Zyklon Schweiß Bausatz - 18. Oktober 2023